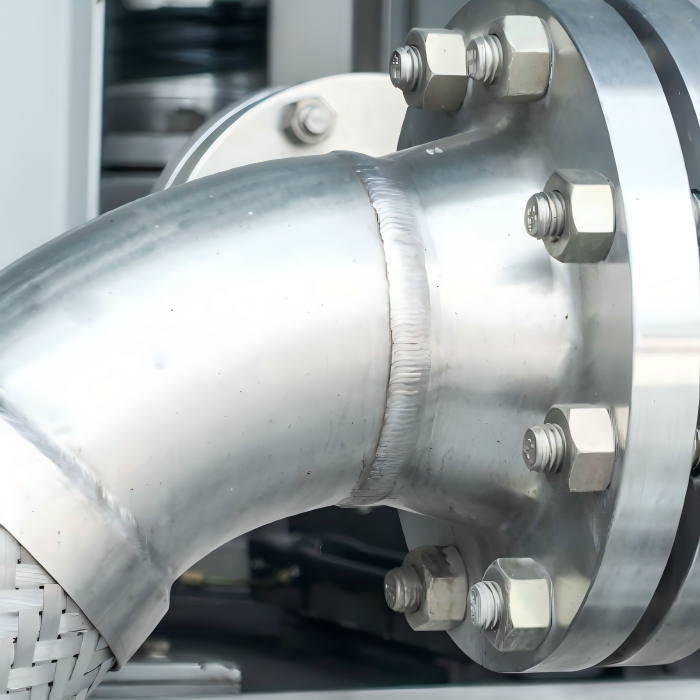



Schweißservice für Rohrflanschverbindungen 4 Zoll 304 Edelstahl mit höchster Qualität für industrielle Rohrleitungssysteme
Rohrflansch-Fitting-Schweißservice in 4 Zoll 304 Edelstahl bietet langlebige, präzisionsgeschweißte Verbindungen für industrielle Rohrleitungen und Flüssigkeitstransfersysteme.
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
Professional stainless steel pipe flange fitting welding service for exhaust systems industrial piping and pressure vessels. GTAW MIG and robotic welding for ANSI and custom flanges.Pipe Flange Fitting Welding Service 4 Inch 304 Stainless with Ultimate Quality for Industrial Piping Systems
Why Professional Pipe Flange Fitting Welding Defines System Reliability?
Many pipe system failures occur not at the pipe itself but at the flange connection where the pipe meets another component. Poor workmanship creates uneven sealing surfaces, misaligned bolt holes, or insufficient weld penetration. These defects are often invisible until the system is pressurized and leaks occur. Over time, thermal cycling causes gasket failure and dangerous fluid escape.
Proper workmanship produces a leak free seal that maintains clamping force through thousands of heating and cooling cycles. The stainless steel base material resists corrosion from process fluids and environmental exposure. Our approach ensures the flange face remains flat and true, preventing the warping that plagues lower quality components. Additionally, this service is the most reliable method of preparing pipe sections for bolted connections. Unlike permanent welded joints that cannot be disassembled, a properly prepared flange allows repeated maintenance access.
Our shop has invested in CNC flange machining and multiple welding stations to perform this work with consistent quality. Automated fixturing reduces variability and ensures squareness between the pipe axis and flange face. For production runs of 50 pieces or more, we recommend automated welding. Every project we undertake for pipe flange fitting welding begins with a thorough review of material grade, pressure rating, and end use requirements.
What Is Stainless Steel Pipe Flange Fitting Welding?
This process involves attaching a flange to the end of a pipe section, creating a component that can be bolted to another flange for a removable connection. Stainless steel contains at least 10.5 percent chromium, which forms a passive oxide layer on the surface.
2. Our technique for pipe flange fitting welding uses shielding gas to protect the molten weld pool from oxygen. This allows the chromium to re form its protective layer as the weld cools. A properly completed stainless steel flange will resist rust at the weld line as effectively as the base metal. We also control heat input carefully because too much heat causes chromium carbide precipitation. By using low heat input and proper technique, we prevent this problem during every operation. The result is a durable, corrosion resistant component that performs reliably in demanding service conditions.
3. Flange Face Preparation Before Welding:
4. The quality of any project starts with the flange face itself. This surface is where the gasket sits, so its flatness and finish directly affect leak tightness.
5. CNC Milled Flange Face – For Most Industrial Applications:
6. CNC milling produces a smooth surface with 32 microinch RA finish. A standard spiral wound or compressed fiber gasket seals reliably against this face. This preparation is used for approximately 80 percent of our pipe flange fitting welding work.
7. Surface Ground Flange Face – For High Pressure and Critical Sealing:
8. After CNC milling, we surface grind the flange to achieve 16 microinch RA finish or better. This high quality specification is used for steam service above 300 PSI and toxic fluid handling when performing pipe flange fitting welding.
9. For all projects, we inspect flange flatness with a machinist straight edge. Any flange with more than 0.002 inch warp is rejected before welding begins.
10. Not all stainless steel performs equally in every service environment. We stock multiple alloys for these projects.
Our technique for pipe flange fitting welding uses shielding gas to protect the molten weld pool from oxygen. This allows the chromium to re form its protective layer as the weld cools. A properly completed stainless steel flange will resist rust at the weld line as effectively as the base metal. We also control heat input carefully because too much heat causes chromium carbide precipitation. By using low heat input and proper technique, we prevent this problem during every operation. The result is a durable, corrosion resistant component that performs reliably in demanding service conditions.

Flange Face Preparation Before Welding:
The quality of any project starts with the flange face itself. This surface is where the gasket sits, so its flatness and finish directly affect leak tightness.
CNC Milled Flange Face – For Most Industrial Applications:
CNC milling produces a smooth surface with 32 microinch RA finish. A standard spiral wound or compressed fiber gasket seals reliably against this face. This preparation is used for approximately 80 percent of our pipe flange fitting welding work.
Surface Ground Flange Face – For High Pressure and Critical Sealing:
After CNC milling, we surface grind the flange to achieve 16 microinch RA finish or better. This high quality specification is used for steam service above 300 PSI and toxic fluid handling when performing pipe flange fitting welding.
For all projects, we inspect flange flatness with a machinist straight edge. Any flange with more than 0.002 inch warp is rejected before welding begins.
Materialauswahl:
Not all stainless steel performs equally in every service environment. We stock multiple alloys for these projects.
Edelstahl 304:
The workhorse alloy for most industrial applications. Good corrosion resistance and excellent weldability. Our standard material for pipe flange fitting welding used in food processing, water treatment, and general industrial piping.
Edelstahl 316:
For marine environments, chemical plants, or applications involving chlorides. Molybdenum addition improves pitting resistance. A 316 component costs more but lasts indefinitely in coastal exposure when proper pipe flange fitting welding is performed.
Kohlenstoffarme Güten 304L und 316L:
Designed for welding applications where carbide precipitation is a concern. Recommended for high temperature service.
We do not recommend free machining stainless grades for any pipe flange fitting welding application.


Welding Processes for Different Wall Thicknesses:
We select the optimal process based on your pipe wall thickness for each order.
Manual TIG for 1.5mm to 4mm Wall:
Manual TIG welding gives fine control over the weld puddle. For thin wall pipe flange fitting welding, we use amperage between 60 and 120 amps with 1/16 inch 308L filler rod. Produces the cleanest weld appearance.
Pulsed MIG for 3mm to 8mm Wall:
Pulsed spray transfer reduces spatter and allows higher deposition rates. Our pulsed MIG work runs at 180 to 250 amps. Most cost effective for pipe flange fitting welding orders over 50 pieces.
Robotic MIG for High Volume:
For customers needing 200 or more identical assemblies, robotic welding ensures every joint matches the last. Cycle time is 45 to 90 seconds per fitting when performing pipe flange fitting welding at scale.
Multi Pass Welding for Wall Over 8mm:
Thick wall work requires multiple weld passes. Root pass, fill passes, and cap pass are each controlled for interpass temperature.
Distortion Control During Welding:
Flanges warp from weld heat because the weld metal shrinks as it cools. A warped flange face will not seal properly regardless of gasket quality. This is critical for every operation.
Balanced welding sequence:
Weld opposite sides of the flange in alternating order.
Strongback clamping:
Schrauben Sie den Flansch während des Schweißens der Rohrflanschverbindung an eine dicke Stahlplatte.
Kupferkühlringe:
In der Nähe der Schweißzone im Rohr platziert, um Wärme abzuleiten.
Technik mit geringer Wärmezufuhr:
Verwenden Sie den kleinstmöglichen Durchmesser des Schweißzusatzdrahts.
Nach dem Schweißen: Nachbearbeitung der Oberfläche.
Leichtes Fräsen der Flanschfläche bei Bedarf.
.
Mit diesen Methoden halten wir die Flanschebenheit für die meisten Rohrflansch-Schweißanwendungen innerhalb von 0,002 Zoll.
.
Häufige Anwendungen und Branchen:
Unsere Kunden nutzen diesen Service für viele Zwecke in verschiedenen Branchen.
.
Industrielle Rohrleitungssysteme:
Chemieanlagen, Raffinerien und Fertigungsstätten. Unsere Baugruppen bieten zuverlässige, leckagefreie Verbindungen, die für Wartungsarbeiten demontiert werden können. Dies ist die häufigste Anwendung für das Rohrflansch-Schweißen.
.
Abgassysteme:
Dieselgeneratoren und Schiffsantriebe. Eine Hochtemperaturkomponente muss thermischen Zyklen standhalten, ohne sich zu verziehen.
.
Lebensmittel- und Getränkeverarbeitung:
Sanitäre Rohrleitungen erfordern glatte Schweißnähte. Unsere Arbeiten für die Lebensmittelindustrie werden poliert und passiviert.
.
Pharmazie und Biotechnologie:
Reindampf- und Reinstwassersysteme. Jede Baugruppe für den pharmazeutischen Einsatz erhält nach Abschluss des Rohrflansch-Schweißens eine elektropolierte Oberfläche.
.
Wasser- und Abwasserbehandlung:
Pumpstationen und Filtersysteme. Unsere Baugruppen kommen mit korrosiven Umgebungen zurecht, dank 316-Edelstahl.
.
Öl und Gas:
Bohrlochkopfverbindungen und Durchflussleitungen. Schwerwandige Arbeiten für den Ölservice verwenden voll durchgeschweißte Nähte.
.
Konstruktionsempfehlungen:
Wenn Sie Teile entwerfen, die diesen Service nutzen werden, befolgen Sie diese Richtlinien.
.
Flanschdicke:
Mindestens 8 mm für 2-Zoll-Rohre, 12 mm für 4 Zoll und größer.
.
Schraubenlochspiel:
Bohren Sie Löcher 1 mm größer als der Bolzendurchmesser für eine einfache Montage.
.
Rohreinführtiefe:
Das Rohrende sollte 2 mm vor der Dichtungsfläche enden.
.
Schweißzugang:
Stellen Sie sicher, dass der Brenner den gesamten Rohrumfang ohne Hindernisse erreichen kann.
.
Materialabstimmung:
Verwenden Sie die gleiche Edelstahlsorte für Rohr und Flansch.
.
Wir bieten kostenlose Designüberprüfungen an. Senden Sie uns eine Zeichnung Ihrer Baugruppe, und wir werden Verbesserungen für Ihr Rohrflansch-Schweißprojekt vorschlagen.
.











