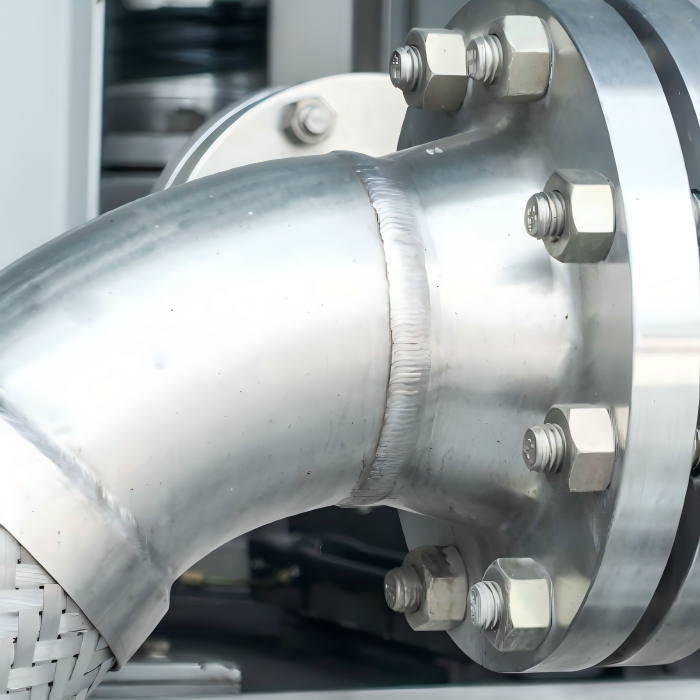



パイプフランジ継手溶接サービス 4インチ 304ステンレス 工業用配管システム向け最高品質
パイプフランジ継手溶接サービス(4インチ304ステンレス鋼製)は、産業用配管や流体移送システム向けに耐久性と精密溶接接続を提供します。.
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
プロフェッショナルなステンレス鋼管フランジ継手溶接サービス:排気システム、産業用配管、圧力容器向け。GTAW、MIG、ロボット溶接にてANSI規格およびカスタムフランジに対応。産業用配管システム向け最高品質の4インチ304ステンレス鋼管フランジ継手溶接サービス。
なぜプロフェッショナルな管フランジ継手溶接がシステム信頼性を定義するのか?
多くの配管システムの故障は、配管そのものではなく、配管と他の部品が接続するフランジ接合部で発生します。不適切な施工は、不均一なシール面、ボルト穴の位置ずれ、または溶接溶け込み不足を引き起こします。これらの欠陥は、システムに圧力がかかり漏れが発生するまで見えないことがよくあります。時間の経過とともに、熱サイクルによりガスケットが破損し、危険な流体が漏出します。.
適切な施工は、何千もの加熱・冷却サイクルを通じてクランプ力を維持する漏れのないシールを生み出します。ステンレス鋼の母材は、プロセス流体や環境曝露による腐食に耐性があります。当社のアプローチにより、フランジ面は平坦で真っ直ぐに保たれ、低品質の部品に見られる反りを防ぎます。さらに、このサービスは、ボルト接続用に配管セクションを準備する最も信頼性の高い方法です。分解できない永久溶接継手とは異なり、適切に準備されたフランジは繰り返しのメンテナンスアクセスを可能にします。.
当社の工場は、一貫した品質でこの作業を実行するために、CNCフランジ加工と複数の溶接ステーションに投資しています。自動化された固定具はばらつきを低減し、配管軸とフランジ面の直角度を保証します。50個以上の生産ロットには、自動溶接を推奨します。当社が手掛ける管フランジ継手溶接のすべてのプロジェクトは、材料グレード、圧力定格、および最終使用要件の徹底的なレビューから始まります。.
ステンレス鋼管フランジ継手溶接とは?
このプロセスでは、配管セクションの端にフランジを取り付け、取り外し可能な接続のために別のフランジにボルトで固定できるコンポーネントを作成します。ステンレス鋼には少なくとも10.5パーセントのクロムが含まれており、表面に不動態酸化皮膜を形成します。.
当社のパイプフランジ溶接技術では、シールドガスを使用して溶融溶接プールを酸素から保護します。これにより、溶接が冷える際にクロムが保護層を再形成できます。適切に仕上げられたステンレス鋼フランジは、母材と同様に溶接ラインでの錆に耐えます。また、熱入力を注意深く制御します。熱が多すぎるとクロム炭化物の析出を引き起こすためです。低い熱入力と適切な技術を使用することで、すべての作業中にこの問題を防止します。その結果、過酷な使用条件で確実に機能する、耐久性と耐食性に優れたコンポーネントが得られます。.

溶接前のフランジ面の準備:
プロジェクトの品質はフランジ面自体から始まります。この面はガスケットが設置される場所であるため、その平面度と仕上げは漏れ止めに直接影響します。.
CNCフライス加工されたフランジ面 – ほとんどの産業用途向け:
CNCフライス加工により、32マイクロインチRA仕上げの滑らかな表面が得られます。標準的なスパイラルワウンドガスケットまたは圧縮繊維ガスケットは、この面に対して確実にシールします。この準備は、当社のパイプフランジ溶接作業の約80パーセントで使用されます。.
表面研削されたフランジ面 – 高圧および重要シール向け:
CNCフライス加工後、フランジを表面研削して16マイクロインチRA仕上げ以上を実現します。この高品質仕様は、パイプフランジ溶接を行う際に、300 PSIを超える蒸気サービスや有毒流体の取り扱いに使用されます。.
すべてのプロジェクトにおいて、機械工用の直定規でフランジの平面度を検査します。0.002インチ以上の反りがあるフランジは、溶接開始前に不合格とされます。.
材料の選択:
すべてのステンレス鋼がすべての使用環境で同等に機能するわけではありません。当社はこれらのプロジェクトのために複数の合金を在庫しています。.
304 Stainless Steel:
ほとんどの産業用途における主力合金。良好な耐食性と優れた溶接性を備えています。食品加工、水処理、一般産業配管で使用されるパイプフランジ継手溶接の標準材料です。.
The workhorse alloy for most industrial applications. Good corrosion resistance and excellent weldability. Our standard material for pipe flange fitting welding used in food processing, water treatment, and general industrial piping.
316 Stainless Steel:.
304Lおよび316L低炭素グレード:
炭化物析出が懸念される溶接用途向けに設計されています。高温サービスに推奨されます。.
For marine environments, chemical plants, or applications involving chlorides. Molybdenum addition improves pitting resistance. A 316 component costs more but lasts indefinitely in coastal exposure when proper pipe flange fitting welding is performed.


Designed for welding applications where carbide precipitation is a concern. Recommended for high temperature service.
We do not recommend free machining stainless grades for any pipe flange fitting welding application.
Welding Processes for Different Wall Thicknesses:
We select the optimal process based on your pipe wall thickness for each order.
Manual TIG for 1.5mm to 4mm Wall:
Manual TIG welding gives fine control over the weld puddle. For thin wall pipe flange fitting welding, we use amperage between 60 and 120 amps with 1/16 inch 308L filler rod. Produces the cleanest weld appearance.
Pulsed MIG for 3mm to 8mm Wall:
Pulsed spray transfer reduces spatter and allows higher deposition rates. Our pulsed MIG work runs at 180 to 250 amps. Most cost effective for pipe flange fitting welding orders over 50 pieces.
Robotic MIG for High Volume:
For customers needing 200 or more identical assemblies, robotic welding ensures every joint matches the last. Cycle time is 45 to 90 seconds per fitting when performing pipe flange fitting welding at scale.
Multi Pass Welding for Wall Over 8mm:
Thick wall work requires multiple weld passes. Root pass, fill passes, and cap pass are each controlled for interpass temperature.
Distortion Control During Welding:
Flanges warp from weld heat because the weld metal shrinks as it cools. A warped flange face will not seal properly regardless of gasket quality. This is critical for every operation.
Balanced welding sequence:
Weld opposite sides of the flange in alternating order.
Strongback clamping:
Bolt the flange to a thick steel plate during pipe flange fitting welding.
Copper chill rings:
可能な限り最小の溶加材ワイヤ径を使用してください。.
溶接後の再表面処理:
必要に応じてフランジ面の軽切削を行います。.
これらの方法を用いることで、ほとんどの配管フランジ継手溶接用途において、フランジの平面度を0.002インチ以内に維持します。.
主な用途および産業分野:
当社の顧客は、複数の業界にわたる様々な目的でこのサービスを利用しています。.
産業用配管システム:
化学プラント、製油所、製造施設。当社のアセンブリは、メンテナンスのために分解可能な信頼性の高い漏れのない継手を提供します。これは配管フランジ継手溶接の最も一般的な用途です。.
排気システム:
ディーゼル発電機および船舶用推進装置。高温部品は、熱サイクルに耐え、反りが生じないようにする必要があります。.
食品および飲料加工:
サニタリー配管には滑らかな溶接が必要です。食品サービス向けの当社の作業は、研磨および不動態化処理が施されています。.
医薬品およびバイオテクノロジー:
クリーンスチームおよび純水システム。医薬品用途のすべてのアセンブリは、配管フランジ継手溶接完了後に電解研磨仕上げが施されます。.
上水道および下水処理:
ポンプ場およびフィルターシステム。当社のアセンブリは、316ステンレス鋼を使用して腐食性環境に対応します。.
石油・ガス:
坑口接続およびフローライン。石油サービス向けの厚肉溶接には、完全溶け込み溶接が使用されます。.
設計上の推奨事項:
このサービスを使用する部品を設計する場合は、以下のガイドラインに従ってください。.
フランジ厚さ:
Minimum 8mm for 2 inch pipe, 12mm for 4 inch and larger.
ボルト穴クリアランス:
組み立てを容易にするため、ボルト径より1mm大きい穴を開けてください。.
パイプ挿入深さ:
パイプ端はガスケットシール面から2mm手前で止めてください。.
溶接アクセス:
トーチが障害物なくパイプ全周に届くことを確認してください。.
材料の適合:
パイプとフランジには同じステンレス鋼グレードを使用してください。.
無料の設計レビューを提供しています。アセンブリの図面をお送りいただければ、配管フランジ継手溶接プロジェクトの改善点をご提案いたします。.











