



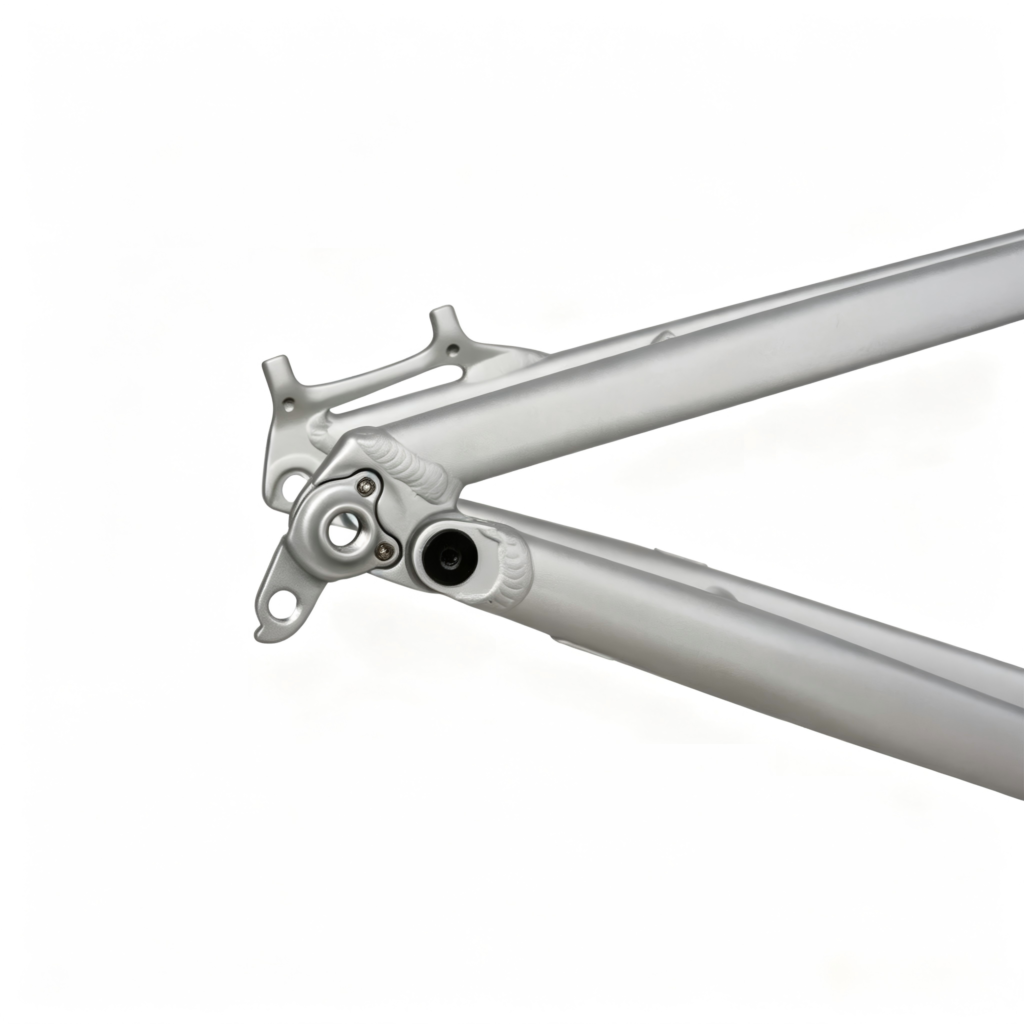
无瑕疵 1 6 毫米薄壁优质铝合金自行车车架氩弧焊脉冲焊接
申请报价
输入您需要的数量,并将其添加到您的报价清单,以便查询价格。.
产品详情
专业铝合金自行车车架焊接,适用于公路车、山地车、电动自行车和定制几何车架。氩弧焊接、热处理和 100% 检验。欢迎 OEM 和小批量生产。.
为什么焊接质量决定了自行车车架的质量??
自行车车架不仅仅是一个结构。它是车手和道路之间的接口。对于铝合金车架而言,焊接质量决定了一切:刚度、疲劳寿命、骑行舒适度和安全性。.
与钢或钛不同,铝需要完全不同的焊接方法。焊接不佳会导致头管、底托或下叉处出现裂缝。好的焊缝几乎看不见,而且比车架本身的寿命更长。.
作为一家专业的铝焊接车间,我们不焊接任何金属。我们只专注于铝,特别是用于高性能自行车车架的 6000 和 7000 系列合金。.
我们生产的每一个铝合金自行车车架焊点都能在穿透力、热输入和焊缝外观之间取得平衡。这样生产出的车架轻便、坚硬、可靠,适合多年的艰苦骑行。.

我们的自行车车架铝焊接工艺:
自行车车架焊接不同于工业焊接。管材很薄,壁厚从 0.8 毫米到 1.6 毫米不等。接头包括斜面接头、对接接头,有时还有承插接头。必须精确控制热量,以避免烧穿或变形。.
我们专门使用氩弧焊(GTAW)焊接自行车车架。这种工艺使我们能够对电弧和填充金属进行最精细的控制。这也是客户信任我们在高端项目中进行铝制自行车车架焊接的原因。.
薄壁 TIG 技术:
对于上管、下管和座管,我们使用小直径填充棒(通常为 1.6 毫米或 2.4 毫米 ER4047 或 ER5356)的低能量氩弧焊。电弧集中而短暂。每道焊缝只有几毫米长。这样可以防止过多的热量沿着管子向上移动并软化热影响区。.
脉冲热管理:
我们在所有自行车车架焊接工作中都使用脚踏板或焊枪按钮脉冲。脉冲可使焊池在电流峰值之间稍稍冷却。这在保持熔合的同时减少了总热量输入。其结果是,焊缝外观细腻,堆叠成一角硬币大小的焊珠,没有欠切或糖化现象。.
关键连接处的反吹扫:
对于强度要求极高的下托架外壳和头管连接处,我们使用氩气进行反吹洗。后吹扫可防止焊缝内侧氧化,确保焊缝完全熔透,而内部不会出现粗糙,以免日后成为裂纹起始点。对细节的关注决定了我们的铝合金自行车车架焊接服务。.
我们为自行车车架焊接的铝合金:
并非所有的铝焊接工作方式都相同。我们根据基本合金选择填充金属和设置。正确选择合金是成功焊接铝合金自行车车架的关键。.
6061-T6 铝:
中档和定制车架最常用的合金。使用 ER4047 填料焊接时非常干净。焊后时效处理可恢复其大部分原始强度。我们每天都对 6061 进行焊接,并针对从 0.9 毫米到下托架 3 毫米的各种管材厚度进行了参数优化。.
7005 铝:
是山地自行车车架的热门选择。7005 不需要像 6061 那样严格的焊后热处理。但是,它对裂纹更敏感。我们使用 ER5356 填充 7005,并将中间温度控制在 200°F 以下,以避免热裂纹。7005 的每个铝制自行车架焊缝都要接受额外的检查。.
6066 和 6013 铝:
用于对刚度重量比要求较高的高端车架。这些合金需要精确的填料选择,通常还需要进行焊后固溶热处理。我们在这两方面都有丰富的经验。.
如果您将车架设计发送给我们,我们将根据您的预期用途(公路自行车、越野自行车、下坡自行车或电动自行车)推荐最佳合金和焊接程序。我们的铝合金自行车车架焊接技术涵盖所有主要合金。.
我们焊接的车架类型:
我们的铝制自行车车架焊接服务涵盖所有标准自行车车架类型和一些非标准类型。.
公路自行车车架:
管子薄、间隙小、焊接明显。公路自行车运动员注重重量和美观。我们的公路自行车车架焊缝平滑、均匀,只需极少的表面处理。我们可以焊接标准菱形车架、航空形状和定制几何形状。.
山地自行车车架:
山地车车架要承受冲击载荷、泥浆和岩石的撞击。在下管与头管连接处等高应力部位进行焊接加固至关重要。我们会在关键接合处留下一个小而可控的圆角,以提高抗疲劳性。硬尾、全悬挂和越野车车架都在我们的焊接能力范围之内。.
电动自行车车架:
电动自行车车架上装有电机和电池。为了承受扭矩,管材通常直径更大、壁更厚。焊接需要更深的穿透力和更长的焊缝。我们会相应地调整参数。电池盒集成和电机安装焊接是电动车铝制车架焊接的标准要求。.
肥胖自行车和货运自行车车架:
超大管材和非圆形截面。夹具更为复杂。我们为不寻常的车架形状定制焊接夹具,以便在整个焊接过程中保持对齐。.
定制和一次性框架:
是与个人车架制造商合作还是与小品牌合作?我们接受从一个框架开始的小批量生产。我们不要求大量最低订单。将您的斜切管材或原始切割部件发送给我们,我们将根据您的图纸进行焊接。每个铝制自行车车架的焊接都是按照您的精确规格进行的。.
焊后热处理和矫直:
许多铝框需要进行焊后热处理,以恢复铝焊接过程中损失的强度。我们提供两种级别的服务。.
标准 PWHT(人工老化):
对于 6061 框架,我们可在 325°F 至 350°F 温度下进行 8 至 12 小时的人工老化。这将恢复热影响区的 T6 回火。经过处理后,车架感觉更坚硬,抗凹痕能力更强。对于大多数客户来说,这一步骤完成了我们的铝合金自行车车架焊接流程。.
固溶热处理和淬火
对于高性能框架,我们提供固溶处理:加热至 980°F,保温,然后水淬,接着时效处理。这种方法可最大限度地提高强度,但有变形的风险。我们仅建议赛车框架或需要最大疲劳寿命时采用这种方法。.
框架矫直:
焊接产生的热量总会导致一些移动。焊接和热处理后,我们会在表面板上用可控的力校正框架。我们可以将整个框架的对齐度保持在 1 毫米以内。.

焊接自行车车架的质量控制:
铝合金自行车车架焊缝开裂会带来安全隐患。我们绝不冒险。.
对每个接头进行目视检查:
每个焊缝都要在强光和放大镜下进行检查。我们会检查是否有裂缝、气孔、下凹、未完全熔合以及过度凹凸。.
染料渗透测试:
对于安全至关重要的客户项目,如下坡或电动自行车车架,我们会对所有高应力焊缝进行染料渗透检查。这可以发现肉眼看不到的微小裂缝。这项检测让客户对我们的铝合金自行车车架焊接充满信心。.
校准检查:
每个车架都要在精密校准台上进行检查。对头管角度、座管角度、下托架下垂度和后下叉对齐情况进行测量。我们拒绝任何超出公差范围的车架。.
样品破坏性测试:
对于新的车架型号或批量生产,我们会焊接测试券,对其进行切割、抛光并在显微镜下进行检查。我们还进行弯曲测试以确认延展性。这些数据验证了我们进行的每一批铝制自行车车架焊接。.
为什么选择我们进行铝合金自行车车架焊接??
我们不是一家普通的加工厂。我们只专注于铝合金自行车车架的焊接。这种专业化为您带来三个优势。.
首先是一致性。. 我们每天都在焊接框架。我们的焊工本能地了解热输入、清洗时间和填充物的选择。您不会得到试验性的焊接。您得到的是生产就绪的可重复性。每个铝制自行车车架焊缝的外观和性能都是一样的。.
第二,可扩展性。. 我们可以焊接一个原型或五十个框架。我们的工作台采用模块化夹具,可快速适应不同的几何形状。小批量生产的交付周期通常为 10 至 15 个工作日。.
第三,工程支持。. 不确定您的管子斜边是否正确?担心薄壁下管受热变形?我们的团队会在铝合金自行车车架焊接开始前审核您的 CAD 或图纸,并提出改进建议。.
我们目前为北美、欧洲和澳大利亚的自行车品牌提供服务。我们的许多客户从两三个原型车架开始,现在每个季度都会订购一批产品。他们一直与我们合作,因为我们的铝合金自行车车架焊接技术可以提供一个又一个的车架。.











