Schweißservice für verzinkte Stahlrohre 4 Zoll Schedule 40 mit höchster Qualität für industrielle Sanitärinstallationen
Der Schweißservice für verzinkte Stahlrohre liefert langlebige Fertigung für 4-Zoll-Schedule-40-Systeme und bietet starke Schweißverbindungen für industrielle Sanitär- und Versorgungsleitungen.
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
Professioneller Schweißservice für verzinkte Stahlrohre für industrielle Sanitär-, Feuerlösch- und Stützstrukturen. Sicheres Zinkdampfmanagement mit vollständigen Durchschweißungen. Kundenspezifische Größen von 1 bis 10 Zoll.
Was ist das Schweißen von verzinkten Stahlrohren?
Das Schweißen von verzinkten Stahlrohren ist ein Fertigungsprozess, bei dem zwei oder mehr Abschnitte von zinkbeschichteten Stahlrohren mittels Wärme, mit oder ohne Zusatzwerkstoff, verbunden werden. Im Gegensatz zum Schweißen von blankem Kohlenstoffstahl muss bei diesem Prozess die Zinkbeschichtung berücksichtigt werden, die bei hohen Temperaturen verdampft. Verzinkter Stahl ist Kohlenstoffstahl, der mit einer Zinkschicht überzogen ist, um Rost zu verhindern. Unsachgemäßes Schweißen kann diese Beschichtung beschädigen und den Stahl der Korrosion aussetzen.
Unsere Technik verwendet eine ordnungsgemäße Oberflächenvorbereitung und Schutzgas, um das geschmolzene Schweißbad zu schützen. Wir entfernen die Zinkbeschichtung aus der Schweißzone, bevor ein Lichtbogen gezündet wird. Ein ordnungsgemäß ausgeführter Schweißprozess für verzinkte Stahlrohre stellt sicher, dass die Verbindung ihre Korrosionsbeständigkeit behält, sobald die Nachschweißbeschichtung aufgetragen wird. Die sorgfältige Kontrolle der Wärmezufuhr verhindert Porosität und Versprödung.

Warum erfordert professionelles Schweißen von verzinkten Stahlrohren spezialisiertes Fachwissen?
Viele Schweißverbindungen an zinkbeschichteten Stahl versagen nicht am Schweißgut selbst, sondern entlang der wärmebeeinflussten Zone, wo die Zinkbeschichtung beeinträchtigt ist. Schlechte Technik kann Porosität, mangelnde Verschmelzung oder Versprödung verursachen – Fehler, die oft unsichtbar bleiben, bis das System unter Druck gesetzt wird. Mit der Zeit beginnt an diesen Schwachstellen Korrosion, was zum Versagen der Verbindung führt.
Richtiges Schweißen von verzinkten Stahlrohren erfordert das Verständnis, wie sich Zink unter hoher Hitze verhält. Zink verdampft bei etwa 900 °F, was zu Porosität führen kann, wenn es im Schweißbad eingeschlossen wird. Unser Prozess umfasst das Entfernen der Zinkbeschichtung aus der Schweißzone, die Verwendung geeigneter Belüftung und die Auswahl geeigneter Zusatzwerkstoffe. Das Ergebnis ist eine starke, zuverlässige Verbindung mit erhaltener Korrosionsschutz.
Oberflächenvorbereitungsmethoden, die wir verwenden:
Schleifen – Für die meisten Anwendungen:
Wir verwenden Lamellenschleifscheiben, um die Zinkbeschichtung aus dem Schweißbereich zu entfernen. Dies macht 80 % unserer Projekte zum Schweißen von verzinkten Stahlrohren aus. Wir reinigen 1–2 Zoll von jeder Seite jeder Verbindung, um einen ordnungsgemäßen Metall-zu-Metall-Kontakt sicherzustellen.
Schleifen – Für dünnwandige Rohre:
Bei dünnwandigen Rohren kann das Schleifen zu viel Grundmetall entfernen. Wir verwenden 36er Schleifscheiben, um die Oberfläche des zu schweißenden verzinkten Stahlrohrs sorgfältig vorzubereiten. Diese Methode ist langsamer, aber sicherer für dünnwandige Materialien.
Chemisches Abbeizen – Für komplexe Formen:
Für Rohre mit engen Stellen, an die Schleifmittel nicht gelangen, verwenden wir Zinkentferner-Chemikalien. Diese Methode stellt sicher, dass die Oberflächen von verzinkten Stahlrohren zum Schweißen in beengten Bereichen vollständig vorbereitet sind.
Rohr-zu-Rohr-Verbindungskonfigurationen:
Stoßverbindung – Gerade Rohr-zu-Rohr-Verbindung:
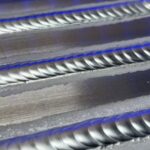
Zwei Rohrenden werden ausgerichtet und über den gesamten Umfang geschweißt. Vollständige Durchschweißung ist erforderlich, was diese Konfiguration zum Standard für das Schweißen von verzinkten Stahlrohren bei Sanitärverlängerungen macht.
Muffenschweißung – Rohr in Fitting eingeführt:
Das Rohr wird in ein versenktes Fitting eingeführt und mit einer einzigen Kehlnaht verbunden. Diese Konfiguration ist in Feuerlöschanlagen üblich und wird häufig beim Schweißen von verzinkten Stahlrohren für Anwendungen mit mittlerer Festigkeit verwendet.
Flanschverbindung – Rohr mit Flanschschweißung:
Ein Flansch wird für Schraubverbindungen an das Rohrende geschweißt. Dies ermöglicht eine einfache Demontage für Wartungsarbeiten und wird häufig in Baugruppen aus geschweißten verzinkten Stahlrohren für industrielle Anlagen verwendet.
Schweißverfahren für verschiedene Rohrwandstärken:
GMAW für Rohrwandstärken von 1,5 mm bis 4 mm:
MIG-Schweißen mit Kurzschlusslichtbogen ist ideal für dünnwandige Rohre. Zum Schweißen von verzinkten Stahlrohren verwenden wir 17–22 Volt mit 0,035-Zoll-ER70S-6-Draht, was glatte, saubere Schweißnähte gewährleistet.
SMAW für Rohrwandstärken von 3 mm bis 8 mm:
Lichtbogenhandschweißen (6010- oder 7018-Elektroden) ist tragbar und tolerant gegenüber Oberflächenverunreinigungen, oft verwendet bei Feldprojekten zum Schweißen von verzinkten Stahlrohren. Arbeitet bei 80–130 Ampere.
FCAW für die Serienproduktion:
Fülldrahtschweißen (E71T-11) ermöglicht hohe Verfahrgeschwindigkeiten, was es kosteneffektiv für große Aufträge macht, bei 120–180 Ampere.


Verzugskontrolle beim Rohrschweißen:
Es kann Verzug verursachen, da das Schweißgut beim Abkühlen schrumpft. Lange Rohrbaugruppen sind besonders anfällig.
Ausgeglichene Schweißfolge:
Schweißen Sie gegenüberliegende Seiten in abwechselnder Reihenfolge, um den Verzug beim Schweißen von verzinkten Stahlrohren zu reduzieren.
Spannvorrichtung mit Rückenstützen:
Spannen Sie die Rohre während des Schweißens von verzinkten Stahlrohren auf einen flachen Tisch, um die Ausrichtung beizubehalten.
Intervallschweißen:
Schweißen Sie kurze Abschnitte und wechseln Sie dann zu einem anderen Bereich, um die Wärmeentwicklung bei Schweißarbeiten an verzinkten Stahlrohren zu minimieren.
Richten nach dem Schweißen:
Die Korrektur mit einer hydraulischen Presse stellt sicher, dass lange Rohre nach dem Schweißen von verzinkten Stahlrohren gerade bleiben. Diese Methode hält die Geradheit innerhalb von 1/16 Zoll über 10 Fuß.
Auswahl des Zusatzwerkstoffs für verzinkte Rohre:
Die Wahl des richtigen Zusatzwerkstoffs ist entscheidend für erfolgreiches Schweißen von verzinkten Stahlrohren.
ER70S-6 – Für die meisten Anwendungen:
Enthält Desoxidationsmittel, um Porosität zu verhindern. Standard-Zusatzwerkstoff für Innenanwendungen beim Schweißen von verzinkten Stahlrohren.
E71T-11 Fülldraht – Für Feldarbeiten:
Selbstgeschützter Draht verarbeitet verunreinigte Oberflächen, ideal für das Schweißen von verzinkten Stahlrohren im Feld, wo Schleifen schwierig ist.
E6010 und E7018 – Für dickwandige Rohre:
E6010 bietet tiefe Einbrand. Lichtbogenhandschweißen mit diesen Elektroden ist bei strukturellen Anwendungen üblich.
Häufige Anwendungen und Branchen:
Das Schweißen von verzinkten Stahlrohren wird in mehreren Branchen eingesetzt.
Feuerlöschanlagen:
Kommerzielle und private Brandschutzsysteme verlassen sich darauf, dass es den NFPA-13-Standards entspricht.
Industrielle Sanitärinstallation:
Druckluft- und Prozesswassersysteme erfordern dichte Verbindungen, die durch geeignete Techniken erreicht werden.
Strukturelle Stützen:
Handläufe, Geländer und Gebäuderahmen profitieren davon, dass es Witterungseinflüssen standhält.
Zäune und Tore:
Perimetersicherheit und landwirtschaftliche Zäune verwenden geschweißte verzinkte Stahlrohre für starke, langlebige Baugruppen.
HLK-Systeme:
Kanalstützen und Gerätehalterungen verwenden oft dünnwandiges geschweißtes verzinktes Stahlrohr.
Wiederherstellung der Nachschweißbeschichtung:
Die Zinkbeschichtung wird während des Prozesses in der wärmebeeinflussten Zone zerstört. Wir bieten drei Wiederherstellungsmethoden an:
Kaltverzinkungsspray – Für die meisten Anwendungen:
Zinkreiche Farbe, auf den Schweißbereich aufgetragen. Bietet 85–90% Schutz und ist die Standardmethode nach dem Schweißen.
Zinkreiche Grundierung – Für raue Umgebungen:
Zweikomponenten-Epoxidharz mit hohem Zinkgehalt, mit dem Pinsel aufgetragen. Bietet 95% Schutz nach dem Schweißen von verzinktem Stahlrohr unter anspruchsvollen Bedingungen.
Feuerverzinkung – Für maximalen Schutz:
Die gesamte Baugruppe wird in geschmolzenes Zink getaucht. Bietet den besten Schutz dafür, erfordert jedoch eine längere Vorlaufzeit.