

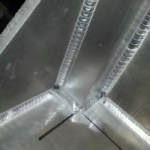

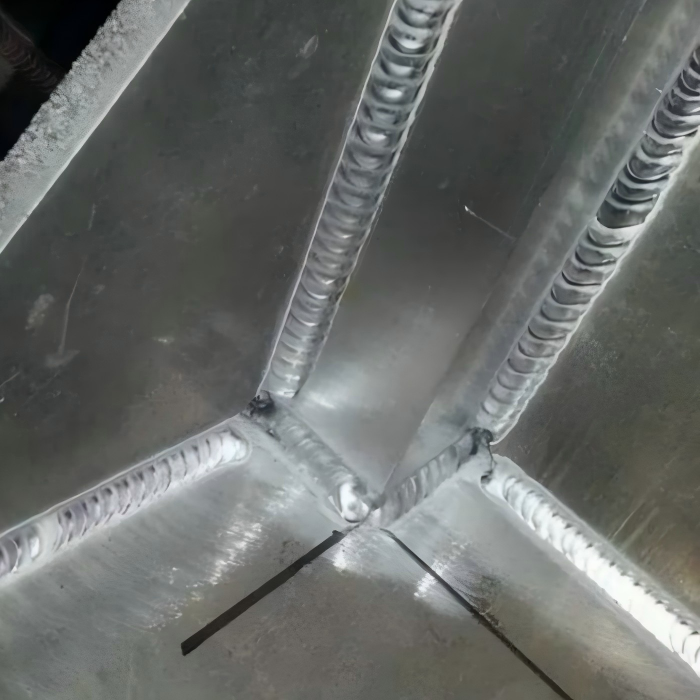
Custom Superior MIG Welding for Aluminum with 100 Percent Penetration on All Butt Joints
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
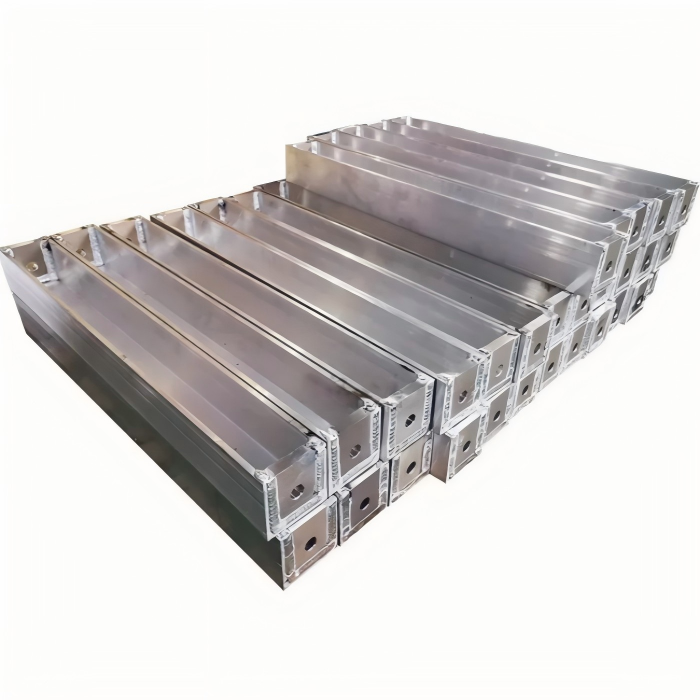
Looking for MIG welding for aluminum capabilities? From thin sheet to heavy plate. Request a quote or technical consultation.
Why Choose MIG Welding for Aluminum?
Many industries prefer MIG welding for aluminum because of its speed and ease of automation. Unlike TIG welding, which demands higher manual dexterity, MIG welding for aluminum allows for faster travel speeds and higher deposition rates. Common applications include:
- Automotive components (radiators, intercoolers, chassis parts)
- Boat building and marine equipment
- Aluminum trailers and structural framing
- Food processing and sanitary equipment
- HVAC ductwork and heat exchangers
If your production involves medium to thick aluminum sections, MIG welding for aluminum offers the best balance of productivity and weld quality.

Key Challenges in MIG Welding for Aluminum:
Before discussing settings, it is important to recognize why MIG welding for aluminum fails when treated like steel welding.
- Oxide Layer – Aluminum instantly forms an aluminum oxide film (Al₂O₃) on its surface. This oxide melts at approximately 2,037°C (3,700°F), while the base aluminum melts at about 660°C (1,220°F). If not removed, the oxide remains solid during welding, causing lack of fusion or porosity.
- High Thermal Conductivity – Aluminum dissipates heat much faster than steel. Consequently, MIG welding for aluminum requires higher heat input at the start and potentially preheating for thick sections.
- Hydrogen Porosity – Aluminum is highly susceptible to hydrogen absorption. Hydrogen comes from moisture, oil, or improper gas shielding, leading to small pinholes in the weld.
- Wire Feedability – Aluminum filler wire is soft and prone to birdnesting or tangling. A standard steel MIG gun may not work for MIG welding for aluminum without modifications.
Essential Equipment for MIG Welding for Aluminum:
To perform MIG welding for aluminum successfully, your setup must include the following:
Spool Gun or Push-Pull Gun:
A standard MIG gun pushes wire from the feeder. Because aluminum wire is soft, it buckles inside the liner. For MIG welding for aluminum, use either:
Spool gun – Small spool of wire mounted directly on the gun. Short distance ensures stable feeding.
Push-pull gun – A motor in the gun pulls the wire while the feeder pushes. Ideal for long cables.
Liner:
Replace the steel liner with a Teflon or polymer liner to reduce friction. Never use a steel liner for MIG welding for aluminum.
Drive Rolls:
Use U-groove or knurled V-groove drive rolls designed for aluminum. Standard V-rollers will deform soft wire.
Contact Tip:
Drill out or purchase oversized contact tips (0.010–0.020 inch larger than wire diameter) to accommodate thermal expansion of aluminum wire.
Shielding Gas:
Pure argon is standard for MIG welding for aluminum. For thicker sections (>1/2 inch), a 75% helium / 25% argon mix increases heat input. Do not use CO₂ or argon-CO₂ blends—they cause excessive spatter and oxidation.
Optimal Settings for MIG Welding for Aluminum:
Settings depend on material thickness, joint type, and wire diameter. Below are starting parameters for MIG welding for aluminum using spray transfer (preferred for aluminum). Avoid short-circuit transfer for aluminum—it produces poor fusion.
Wire Diameter Selection:
- 0.030″ (0.8 mm) – up to 1/8″ (3 mm) thickness
- 0.035″ (0.9 mm) – 1/8″ to 1/4″ (3–6 mm)
- 0.047″ (1.2 mm) – 1/4″ and above
Example Parameters (0.035″ 4043 or 5356 wire, 100% argon):
- 1/8″ aluminum: 18–20 V, 350–400 IPM wire speed
- 1/4″ aluminum: 21–23 V, 420–480 IPM
- 3/8″ aluminum: 23–25 V, 500–550 IPM (with preheat to 200–250°F)
Always perform test welds. The correct setting for MIG welding for aluminum produces a buzzing spray transfer sound—no popping or sputtering.
Preparing Aluminum for MIG Welding:
Preparation directly determines success. Follow these steps before MIG welding for aluminum:
- Degrease – Wipe with acetone or a dedicated aluminum cleaner. Do not use chlorinated solvents near welding arcs (phosgene gas risk).
- Remove Oxide – Use a stainless steel brush dedicated only to aluminum. Brush in one direction. Alternatively, use chemical etch (e.g., mild caustic) followed by rinse.
- Store filler wire properly – Keep aluminum wire in a clean, dry place. Moisture-contaminated wire causes porosity.
- Preheat (if needed) – For material over 1/4″, preheat to 150–200°C (300–400°F). Do not exceed 200°C—overheating degrades mechanical properties.
Common Defects in MIG Welding for Aluminum and How to Fix Them:
Even experienced welders encounter issues. Here is a quick troubleshooting table for MIG welding for aluminum:
| Defect | Cause | Solution |
|---|---|---|
| Porosity (pinholes) | Hydrogen from moisture, oil, or dirty gas | Clean base metal, check gas purity, store wire dry |
| Lack of fusion | Low heat input or oxide not removed | Increase voltage/WFS, brush oxide thoroughly |
| Burn-through | Excess heat on thin material | Reduce voltage, increase travel speed, use copper backing |
| Weld discoloration (black soot) | Insufficient gas coverage or wrong gas | Check flow rate (20–30 CFH), use pure argon |
| Erratic arc or wire stubbing | Incorrect drive roll pressure or liner | Adjust tension, replace liner with Teflon |
Filler Metal Selection: 4043 vs 5356 for MIG Welding for Aluminum:
Choosing the right filler is critical for MIG welding for aluminum.
4043:
- Lower melting point → good fluidity
- Less crack sensitivity in 6xxx series alloys
- Not recommended for high magnesium alloys (5083, 5086) or service above 150°F (65°C)
5356:
- Higher strength and better ductility
- Good for marine environments (magnesium content)
- Cannot anodize to clear finish (darkens)
Rule of thumb: For general fabrication and 6061 base metal, 4043 works well. For 5xxx series or high-strength applications, use 5356.
Technique Tips for Better MIG Welding for Aluminum:
- Push angle – Use a 10–15° push angle (not drag). This directs argon ahead of the puddle.
- Travel speed – Faster than steel. Keep the arc at the leading edge.
- Stick-out – Use 3/4″ to 1″ stick-out to reduce spatter and protect contact tip.
- Post-weld cleaning – Remove any oxide film formed during cooling. A quick wire brush or chemical passivation finishes the job.
Frequently Asked Questions About MIG Welding for Aluminum
Q: Can I use a standard MIG welder for aluminum?
A: Yes, if you add a spool gun or push-pull gun. A standard liner and drive rolls will not feed aluminum wire reliably.
Q: Why is my wire burning back to the contact tip?
A: Wire speed too low, or contact tip size too small. Increase WFS or use an oversized tip.
Q: Do I need AC current for MIG welding for aluminum?
A: No. Unlike TIG, MIG welding for aluminum uses DC electrode positive (DCEP). The arc action breaks up the oxide layer.
Q: Can I weld aluminum to steel with MIG?
A: No. They are metallurgically incompatible. Use brazing or mechanical fasteners instead.
Summary of Best Practices for MIG Welding for Aluminum:
To achieve professional results in MIG welding for aluminum, remember these six points:
- Use a spool gun or push-pull system with Teflon liner.
- Select pure argon (or argon-helium for thick plate).
- Clean the base metal thoroughly – degrease and brush off oxide.
- Set parameters for spray transfer, not short circuit.
- Choose 4043 or 5356 filler based on alloy and service environment.
- Push at 10–15°, travel fast, and maintain proper stick-out.
Conclusion:
MIG welding for aluminum is a highly productive process once the correct equipment, gas, and technique are applied. The key differences—wire feeding, oxide removal, and heat management—are manageable with the right preparation. Whether you are building aluminum boats, automotive parts, or structural components, mastering MIG welding for aluminum will expand your fabrication capabilities and improve efficiency.
For further technical data, including weld procedure specifications (WPS) and alloy compatibility charts, refer to AWS D1.2 (Structural Welding Code – Aluminum) or contact our team. We offer a full range of spool guns, aluminum wires, and contact tips optimized specifically for MIG welding for aluminum.










