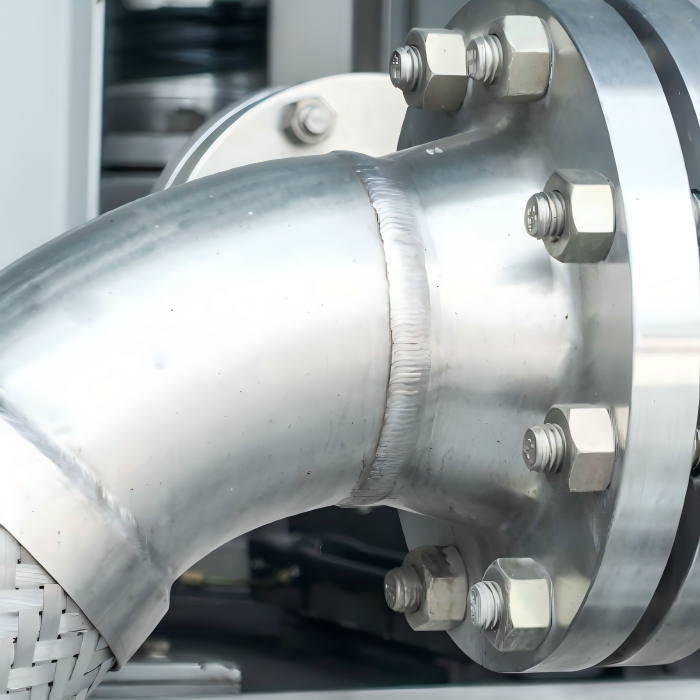



Услуга по сварке фланцевых фитингов труб 4 дюйма из нержавеющей стали 304 с высочайшим качеством для промышленных трубопроводных систем
Услуга по сварке трубных фланцевых фитингов из нержавеющей стали 304 диаметром 4 дюйма обеспечивает долговечные, прецизионные сварные соединения для промышленных трубопроводов и систем перекачки жидкостей.
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
Professional stainless steel pipe flange fitting welding service for exhaust systems industrial piping and pressure vessels. GTAW MIG and robotic welding for ANSI and custom flanges.Pipe Flange Fitting Welding Service 4 Inch 304 Stainless with Ultimate Quality for Industrial Piping Systems
Why Professional Pipe Flange Fitting Welding Defines System Reliability?
Many pipe system failures occur not at the pipe itself but at the flange connection where the pipe meets another component. Poor workmanship creates uneven sealing surfaces, misaligned bolt holes, or insufficient weld penetration. These defects are often invisible until the system is pressurized and leaks occur. Over time, thermal cycling causes gasket failure and dangerous fluid escape.
Proper workmanship produces a leak free seal that maintains clamping force through thousands of heating and cooling cycles. The stainless steel base material resists corrosion from process fluids and environmental exposure. Our approach ensures the flange face remains flat and true, preventing the warping that plagues lower quality components. Additionally, this service is the most reliable method of preparing pipe sections for bolted connections. Unlike permanent welded joints that cannot be disassembled, a properly prepared flange allows repeated maintenance access.
Our shop has invested in CNC flange machining and multiple welding stations to perform this work with consistent quality. Automated fixturing reduces variability and ensures squareness between the pipe axis and flange face. For production runs of 50 pieces or more, we recommend automated welding. Every project we undertake for pipe flange fitting welding begins with a thorough review of material grade, pressure rating, and end use requirements.
What Is Stainless Steel Pipe Flange Fitting Welding?
This process involves attaching a flange to the end of a pipe section, creating a component that can be bolted to another flange for a removable connection. Stainless steel contains at least 10.5 percent chromium, which forms a passive oxide layer on the surface.
2. Our technique for pipe flange fitting welding uses shielding gas to protect the molten weld pool from oxygen. This allows the chromium to re form its protective layer as the weld cools. A properly completed stainless steel flange will resist rust at the weld line as effectively as the base metal. We also control heat input carefully because too much heat causes chromium carbide precipitation. By using low heat input and proper technique, we prevent this problem during every operation. The result is a durable, corrosion resistant component that performs reliably in demanding service conditions.
3. Flange Face Preparation Before Welding:
4. The quality of any project starts with the flange face itself. This surface is where the gasket sits, so its flatness and finish directly affect leak tightness.
5. CNC Milled Flange Face – For Most Industrial Applications:
6. CNC milling produces a smooth surface with 32 microinch RA finish. A standard spiral wound or compressed fiber gasket seals reliably against this face. This preparation is used for approximately 80 percent of our pipe flange fitting welding work.
7. Surface Ground Flange Face – For High Pressure and Critical Sealing:
8. After CNC milling, we surface grind the flange to achieve 16 microinch RA finish or better. This high quality specification is used for steam service above 300 PSI and toxic fluid handling when performing pipe flange fitting welding.
9. For all projects, we inspect flange flatness with a machinist straight edge. Any flange with more than 0.002 inch warp is rejected before welding begins.
10. Not all stainless steel performs equally in every service environment. We stock multiple alloys for these projects.
Our technique for pipe flange fitting welding uses shielding gas to protect the molten weld pool from oxygen. This allows the chromium to re form its protective layer as the weld cools. A properly completed stainless steel flange will resist rust at the weld line as effectively as the base metal. We also control heat input carefully because too much heat causes chromium carbide precipitation. By using low heat input and proper technique, we prevent this problem during every operation. The result is a durable, corrosion resistant component that performs reliably in demanding service conditions.

Flange Face Preparation Before Welding:
The quality of any project starts with the flange face itself. This surface is where the gasket sits, so its flatness and finish directly affect leak tightness.
CNC Milled Flange Face – For Most Industrial Applications:
CNC milling produces a smooth surface with 32 microinch RA finish. A standard spiral wound or compressed fiber gasket seals reliably against this face. This preparation is used for approximately 80 percent of our pipe flange fitting welding work.
Surface Ground Flange Face – For High Pressure and Critical Sealing:
After CNC milling, we surface grind the flange to achieve 16 microinch RA finish or better. This high quality specification is used for steam service above 300 PSI and toxic fluid handling when performing pipe flange fitting welding.
For all projects, we inspect flange flatness with a machinist straight edge. Any flange with more than 0.002 inch warp is rejected before welding begins.
Выбор материала:
Not all stainless steel performs equally in every service environment. We stock multiple alloys for these projects.
Нержавеющая сталь 304:
The workhorse alloy for most industrial applications. Good corrosion resistance and excellent weldability. Our standard material for pipe flange fitting welding used in food processing, water treatment, and general industrial piping.
Рабочая лошадка среди сплавов для большинства промышленных применений. Хорошая коррозионная стойкость и отличная свариваемость. Наш стандартный материал для сварки трубных фланцевых соединений, используемый в пищевой промышленности, водоочистке и общепромышленных трубопроводах.
Нержавеющая сталь 316:
For marine environments, chemical plants, or applications involving chlorides. Molybdenum addition improves pitting resistance. A 316 component costs more but lasts indefinitely in coastal exposure when proper pipe flange fitting welding is performed.
Для морских условий, химических заводов или применений, связанных с хлоридами. Добавление молибдена улучшает стойкость к питтингу. Деталь из 316 стоит дороже, но служит бесконечно долго в прибрежных условиях при правильной сварке трубных фланцевых соединений.
Низкоуглеродистые марки 304L и 316L:
Designed for welding applications where carbide precipitation is a concern. Recommended for high temperature service.
Предназначен для сварочных работ, где существует риск выпадения карбидов. Рекомендуется для высокотемпературного применения.
We do not recommend free machining stainless grades for any pipe flange fitting welding application.
Мы не рекомендуем использовать нержавеющие стали со свободной обрабатываемостью для любых работ по сварке трубных фланцевых соединений.


Welding Processes for Different Wall Thicknesses:
Сварочные процессы для различной толщины стенок:
We select the optimal process based on your pipe wall thickness for each order.
Мы выбираем оптимальный процесс в зависимости от толщины стенки вашей трубы для каждого заказа.
Manual TIG for 1.5mm to 4mm Wall:
Ручная TIG-сварка для стенок от 1,5 до 4 мм:
Manual TIG welding gives fine control over the weld puddle. For thin wall pipe flange fitting welding, we use amperage between 60 and 120 amps with 1/16 inch 308L filler rod. Produces the cleanest weld appearance.
Ручная TIG-сварка обеспечивает точный контроль над сварочной ванной. Для сварки тонкостенных трубных фланцевых соединений мы используем силу тока от 60 до 120 А с присадочным прутком 308L диаметром 1/16 дюйма. Обеспечивает наиболее чистый внешний вид шва.
Pulsed MIG for 3mm to 8mm Wall:
Импульсная MIG-сварка для стенок от 3 до 8 мм:
Pulsed spray transfer reduces spatter and allows higher deposition rates. Our pulsed MIG work runs at 180 to 250 amps. Most cost effective for pipe flange fitting welding orders over 50 pieces.
Импульсный струйный перенос снижает разбрызгивание и позволяет увеличить скорость наплавки. Наши работы по импульсной MIG-сварке выполняются при токе от 180 до 250 А. Наиболее экономически эффективно для заказов на сварку трубных фланцевых соединений от 50 штук.
Robotic MIG for High Volume:
Роботизированная MIG-сварка для больших объемов:
For customers needing 200 or more identical assemblies, robotic welding ensures every joint matches the last. Cycle time is 45 to 90 seconds per fitting when performing pipe flange fitting welding at scale.
Для заказчиков, которым требуется 200 или более одинаковых узлов, роботизированная сварка гарантирует, что каждый шов идентичен предыдущему. Время цикла составляет от 45 до 90 секунд на фитинг при выполнении сварки трубных фланцевых соединений в масштабе.
Multi Pass Welding for Wall Over 8mm:
Многопроходная сварка для стенок толщиной более 8 мм:
Thick wall work requires multiple weld passes. Root pass, fill passes, and cap pass are each controlled for interpass temperature.
Работа с толстыми стенками требует нескольких сварочных проходов. Корневой проход, заполняющие проходы и облицовочный проход — каждый контролируется по температуре между проходами.
Distortion Control During Welding:
Контроль деформации при сварке:
Flanges warp from weld heat because the weld metal shrinks as it cools. A warped flange face will not seal properly regardless of gasket quality. This is critical for every operation.
Фланцы деформируются от тепла сварки, так как наплавленный металл сжимается при остывании. Деформированная поверхность фланца не будет герметизироваться должным образом независимо от качества прокладки. Это критически важно для каждой операции.
Balanced welding sequence:
Сбалансированная последовательность сварки:
Weld opposite sides of the flange in alternating order.
Сваривайте противоположные стороны фланца в чередующемся порядке.
Strongback clamping:
Bolt the flange to a thick steel plate during pipe flange fitting welding.
Copper chill rings:
Placed inside the pipe near the weld zone to sink heat.
Low heat input technique:
Use smallest possible filler wire diameter.
Post weld resurfacing:
Light milling of the flange face if needed.
.
Using these methods, we hold flange flatness to within 0.002 inch for most pipe flange fitting welding applications.
.
Типичные применения и отрасли:
Our clients use this service for many purposes across multiple industries.
.
Industrial Piping Systems:
Chemical plants, refineries, and manufacturing facilities. Our assemblies provide reliable leak free joints that can be disassembled for maintenance. This is the most common application for pipe flange fitting welding.
.
Exhaust Systems:
Diesel generators and marine propulsion. A high temperature component must withstand thermal cycling without warping.
.
Food and Beverage Processing:
Sanitary piping requires smooth welds. Our work for food service is polished and passivated.
.
Фармацевтика и биотехнологии:
Clean steam and purified water systems. Every assembly for pharmaceutical use receives electropolished finish after pipe flange fitting welding is completed.
.
Water and Wastewater Treatment:
Pump stations and filter systems. Our assemblies handle corrosive environments with 316 stainless.
.
Oil and Gas:
Wellhead connections and flow lines. Heavy wall work for oil service uses full penetration welds.
.
Design Recommendations:
If you are designing parts that will use this service, follow these guidelines.
.
Flange thickness:
Minimum 8mm for 2 inch pipe, 12mm for 4 inch and larger.
.
Bolt hole clearance:
Drill holes 1mm larger than bolt diameter for easy assembly.
.
Pipe insertion depth:
Pipe end should stop 2mm short of the gasket sealing face.
.
Weld access:
Ensure torch can reach the full pipe circumference without obstructions.
.
Material matching:
Use same stainless grade for pipe and flange.
.
We offer free design reviews. Send us a drawing of your assembly, and we will suggest improvements for your pipe flange fitting welding project.
.











