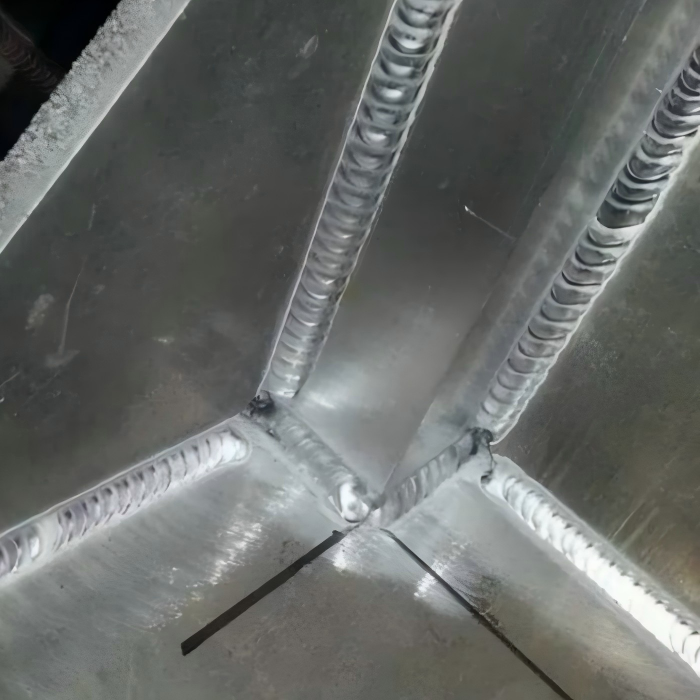



Превосходная MIG-сварка алюминия на заказ со 100-процентным проваром всех стыковых соединений
Высокоточная MIG-сварка алюминиевых компонентов, обеспечивающая прочные, легкие соединения с отличной коррозионной стойкостью, широко применяемая в автомобилестроении, аэрокосмической отрасли и промышленных проектах.
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
Ищете возможности MIG сварки алюминия? От тонкого листа до толстой плиты. Запросите расценки или техническую консультацию.
Почему стоит выбрать MIG сварку для алюминия?
Многие отрасли предпочитают MIG сварку алюминия из-за её скорости и простоты автоматизации. В отличие от TIG сварки, требующей более высокой ручной ловкости, MIG сварка алюминия позволяет достичь более высоких скоростей перемещения и скоростей наплавки. Типичные применения включают:
- Автомобильные компоненты (радиаторы, интеркулеры, детали шасси)
- Судостроение и морское оборудование
- Алюминиевые прицепы и конструкционные каркасы
- Оборудование для пищевой промышленности и санитарное оборудование
- Воздуховоды HVAC и теплообменники
Если ваше производство включает средние и толстые алюминиевые секции, MIG сварка алюминия предлагает наилучший баланс производительности и качества сварного шва.

Ключевые проблемы при MIG сварке алюминия:
Прежде чем обсуждать настройки, важно понять, почему MIG сварка алюминия терпит неудачу, если к ней подходить как к сварке стали.
- Оксидный слой – Алюминий мгновенно образует на своей поверхности оксидную пленку алюминия (Al₂O₃). Этот оксид плавится при температуре около 2 037°C (3 700°F), в то время как основной алюминий плавится при температуре около 660°C (1 220°F). Если его не удалить, оксид остается твердым во время сварки, вызывая непровар или пористость.
- Высокая теплопроводность – Алюминий рассеивает тепло гораздо быстрее, чем сталь. Следовательно, MIG сварка алюминия требует более высокого тепловложения в начале и, возможно, предварительного подогрева для толстых секций.
- Водородная пористость – Алюминий очень восприимчив к поглощению водорода. Водород поступает из влаги, масла или неправильной газовой защиты, что приводит к появлению мелких отверстий в сварном шве.
- Подача проволоки – Алюминиевая присадочная проволока мягкая и склонна к запутыванию или образованию «птичьих гнезд». Стандартный MIG горелка для стали может не подойти для MIG сварки алюминия без модификаций.
Необходимое оборудование для MIG сварки алюминия:
Для успешного выполнения MIG сварки алюминия ваша установка должна включать следующее:
Спул-ган или горелка с протяжкой/толканием:
Стандартная MIG горелка проталкивает проволоку от подающего механизма. Поскольку алюминиевая проволока мягкая, она изгибается внутри лайнера. Для MIG сварки алюминия используйте либо:
Спул-ган – небольшая катушка с проволокой, установленная непосредственно на горелке. Короткое расстояние обеспечивает стабильную подачу.
Горелка с протяжкой/толканием – двигатель в горелке тянет проволоку, в то время как подающий механизм толкает. Идеально для длинных кабелей.
Лайнер:
Замените стальной лайнер на тефлоновый или полимерный, чтобы уменьшить трение. Никогда не используйте стальной лайнер для MIG сварки алюминия.
Приводные ролики:
Используйте U-образные или накатные V-образные приводные ролики, предназначенные для алюминия. Стандартные V-образные ролики деформируют мягкую проволоку.
Контактный наконечник:
Рассверлите или приобретите контактные наконечники увеличенного размера (на 0,010–0,020 дюйма больше диаметра проволоки), чтобы компенсировать тепловое расширение алюминиевой проволоки.
Защитный газ:
Чистый аргон является стандартом для MIG сварки алюминия. Для более толстых секций (>1/2 дюйма) смесь 75% гелия / 25% аргона увеличивает тепловложение. Не используйте CO₂ или смеси аргона с CO₂ — они вызывают чрезмерное разбрызгивание и окисление.
Оптимальные настройки для MIG сварки алюминия:
Настройки зависят от толщины материала, типа соединения и диаметра проволоки. Ниже приведены начальные параметры для MIG сварки алюминия с использованием струйного переноса (предпочтительно для алюминия). Избегайте короткого замыкания для алюминия — оно дает плохое проплавление.
Выбор диаметра проволоки:
- 0,030″ (0,8 мм) – до 1/8″ (3 мм) толщины
- 0,035″ (0,9 мм) – от 1/8″ до 1/4″ (3–6 мм)
- 0,047″ (1,2 мм) – от 1/4″ и выше
Пример параметров (проволока 0,035″ 4043 или 5356, 100% аргон):
- Алюминий 1/8″: 18–20 В, скорость подачи проволоки 350–400 дюймов/мин
- Алюминий 1/4″: 21–23 В, 420–480 дюймов/мин
- Алюминий 3/8″: 23–25 В, 500–550 дюймов/мин (с предварительным подогревом до 200–250°F)
Всегда выполняйте пробные сварные швы. Правильная настройка для MIG сварки алюминия создает жужжащий звук струйного переноса — без потрескивания или разбрызгивания.
Подготовка алюминия к MIG сварке:
Подготовка напрямую определяет успех. Выполните следующие шаги перед MIG сваркой алюминия:
- Обезжиривание – Протрите ацетоном или специальным очистителем для алюминия. Не используйте хлорированные растворители рядом со сварочной дугой (риск образования фосгена).
- Удаление оксида – Используйте щетку из нержавеющей стали, предназначенную только для алюминия. Чистите в одном направлении. Альтернативно, используйте химическое травление (например, мягкой щелочью) с последующей промывкой.
- Правильное хранение присадочной проволоки – Храните алюминиевую проволоку в чистом, сухом месте. Проволока, загрязненная влагой, вызывает пористость.
- Предварительный подогрев (при необходимости) – Для материала толщиной более 1/4″ предварительно нагрейте до 150–200°C (300–400°F). Не превышайте 200°C — перегрев ухудшает механические свойства.
Распространенные дефекты при MIG сварке алюминия и способы их устранения:
Даже опытные сварщики сталкиваются с проблемами. Вот краткая таблица поиска неисправностей для MIG сварки алюминия:
| Дефект | Причина | Решение |
|---|---|---|
| Пористость (отверстия) | Водород от влаги, масла или грязного газа | Очистите основной металл, проверьте чистоту газа, храните проволоку сухой |
| Непровар | Низкое тепловложение или неудаленный оксид | Увеличьте напряжение/скорость подачи проволоки, тщательно очистите оксид щеткой |
| Прожог | Избыточное тепло на тонком материале | Уменьшите напряжение, увеличьте скорость перемещения, используйте медную подкладку |
| Обесцвечивание сварного шва (черная сажа) | Недостаточная газовая защита или неправильный газ | Проверьте расход газа (20–30 куб. футов/час), используйте чистый аргон |
| Нестабильная дуга или утыкание проволоки | Неправильное давление приводных роликов или лайнер | Отрегулируйте натяжение, замените лайнер на тефлоновый |
Выбор присадочного металла: 4043 против 5356 для MIG сварки алюминия:
Выбор правильного присадочного материала критически важен для MIG сварки алюминия.
4043:
- Более низкая температура плавления → хорошая текучесть
- Меньшая чувствительность к трещинам в сплавах серии 6xxx
- Не рекомендуется для сплавов с высоким содержанием магния (5083, 5086) или эксплуатации при температуре выше 150°F (65°C)
5356:
- Более высокая прочность и лучшая пластичность
- Хорошо подходит для морской среды (содержание магния)
- Не поддается анодированию до прозрачного покрытия (темнеет)
Эмпирическое правило: для общей fabrication и основного металла 6061 хорошо подходит 4043. Для серии 5xxx или высокопрочных применений используйте 5356.
Технические советы для лучшей MIG сварки алюминия:
- Угол наклона вперед – Используйте угол наклона вперед 10–15° (не назад). Это направляет аргон перед сварочной ванной.
- Скорость перемещения – Быстрее, чем для стали. Держите дугу на переднем крае.
- Вылет электрода – Используйте вылет от 3/4″ до 1″, чтобы уменьшить разбрызгивание и защитить контактный наконечник.
- Послесварочная очистка – Удалите любую оксидную пленку, образовавшуюся при охлаждении. Быстрая обработка проволочной щеткой или химическая пассивация завершают работу.


Часто задаваемые вопросы о MIG-сварке алюминия
Вопрос: Можно ли использовать стандартный MIG-сварочный аппарат для алюминия?
Ответ: Да, если добавить спуловую горелку или горелку с принудительной подачей. Стандартный лайнер и подающие ролики не смогут надежно подавать алюминиевую проволоку.
Вопрос: Почему моя проволока пригорает к контактному наконечнику?
Ответ: Слишком низкая скорость подачи проволоки или слишком маленький размер контактного наконечника. Увеличьте скорость подачи проволоки или используйте наконечник большего размера.
Вопрос: Нужен ли мне переменный ток для MIG-сварки алюминия?
Ответ: Нет. В отличие от TIG, MIG-сварка алюминия использует постоянный ток с прямой полярностью (DCEP). Действие дуги разрушает оксидный слой.
Вопрос: Можно ли сваривать алюминий со сталью с помощью MIG?
Ответ: Нет. Они металлургически несовместимы. Вместо этого используйте пайку или механические крепежи.
Сводка лучших практик для MIG-сварки алюминия:
Для достижения профессиональных результатов при MIG-сварке алюминия запомните эти шесть пунктов:
- Используйте спуловую горелку или систему с принудительной подачей с тефлоновым лайнером.
- Выбирайте чистый аргон (или аргон-гелий для толстого листа).
- Тщательно очистите основной металл – обезжирьте и удалите оксид щеткой.
- Установите параметры для струйного переноса, а не короткого замыкания.
- Выбирайте присадочную проволоку 4043 или 5356 в зависимости от сплава и условий эксплуатации.
- Толкайте под углом 10–15°, двигайтесь быстро и соблюдайте правильный вылет электрода.
Заключение:
MIG-сварка алюминия является высокопроизводительным процессом после применения правильного оборудования, газа и техники. Ключевые отличия — подача проволоки, удаление оксидов и управление нагревом — управляемы при правильной подготовке. Строите ли вы алюминиевые лодки, автомобильные детали или конструкционные компоненты, освоение MIG-сварки алюминия расширит ваши производственные возможности и повысит эффективность.
Для получения дополнительных технических данных, включая спецификации процедур сварки (WPS) и таблицы совместимости сплавов, обратитесь к AWS D1.2 (Структурный сварочный кодекс – Алюминий) или свяжитесь с нашей командой. Мы предлагаем полный ассортимент спуловых горелок, алюминиевых проволок и контактных наконечников, оптимизированных специально для MIG-сварки алюминия.