


用于重型框架的 TIG 焊接圆管 Master 1 级 8 英寸角焊服务
申请报价
输入您需要的数量,并将其添加到您的报价清单,以便查询价格。.
产品详情
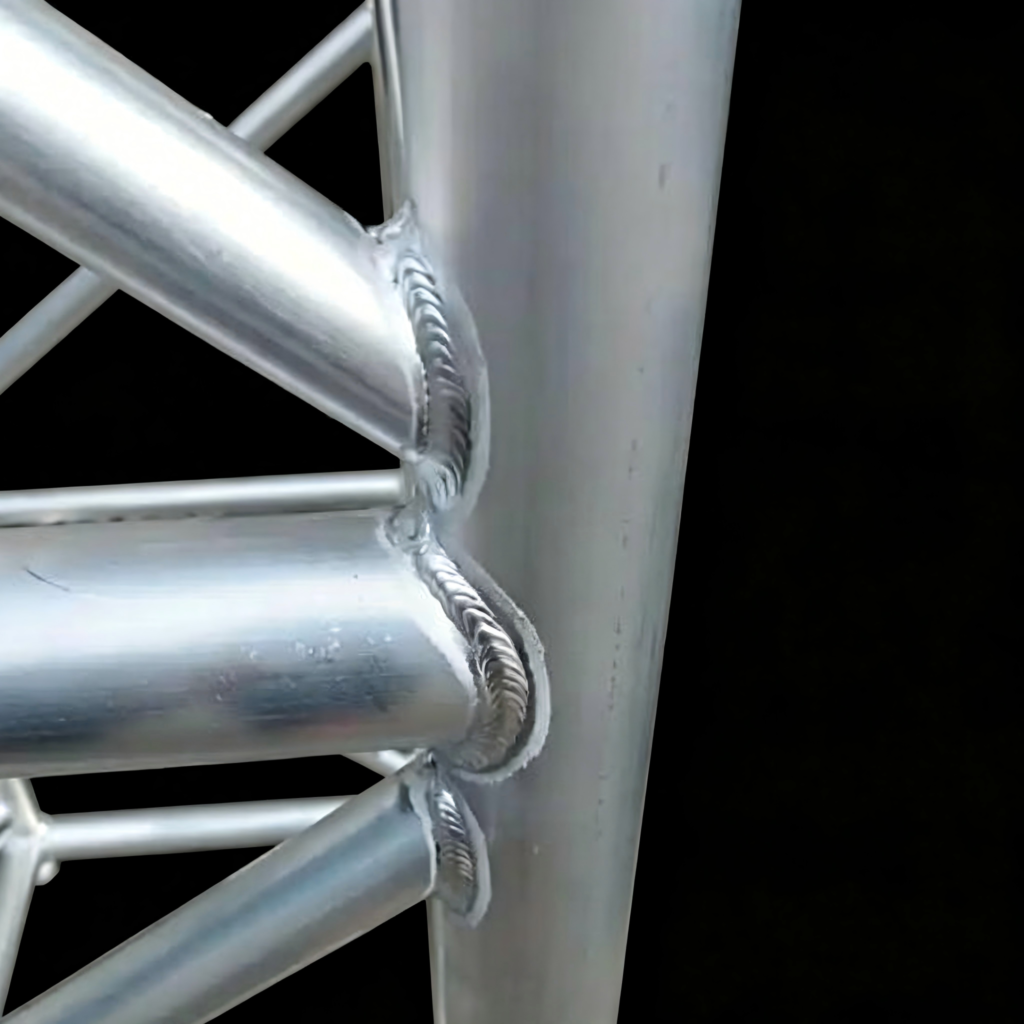
专业氩弧焊焊接圆管,适用于自行车车架、摩托车底盘、船舶栏杆和结构应用。全熔透。低变形。经过认证的焊工。.
为什么圆管难以焊接?
对几何形状的理解解释了氩弧焊焊接圆管需要特殊技术的原因。与焊枪角度保持不变的平板不同,氩弧焊焊接圆管需要不断调整。在围绕圆周进行 TIG 焊接圆管时,焊枪必须不断旋转、倾斜和改变移动角度。.
氩弧焊焊接圆管的另一个挑战是热量分布。在圆管上进行氩弧焊时,热量会沿着圆周的两个方向传导,沿着长度的一个方向传导。对于 0.065 英寸以下的薄壁管材,在氩弧焊焊接圆管时,热量会沿着整个直径传导,导致对侧软化或熔化。.
配合对于氩弧焊焊接圆管也至关重要。在氩弧焊焊接圆管之前,两根圆管相交的角度需要精确的对接或斜接。在氩弧焊焊接圆管时,即使一侧有 0.020 英寸的间隙,也会导致烧穿或熔合不足。我们的 TIG 焊接圆管工艺包括在任何电弧产生之前进行仔细的配合验证。.
最后,氩弧焊焊接圆管时的焊池表现不同。氩弧焊焊接圆管时,重力会将熔融金属向下拉。在缓慢旋转的水平管上,进行氩弧焊焊接圆管的焊工必须调整安培数以补偿熔池下垂。在固定的圆管上,氩弧焊就必须在上方位置进行。.


钢管直径和壁厚:
我们的氩弧焊圆管服务涵盖多种尺寸。.
0.5 至 1 英寸直径 - 用于自行车车架、扶手栏杆和仪表管线的小型管材。壁厚从 0.035 到 0.083 英寸。我们使用 35 至 60 安培焊接,填充物为 1/16 英寸。.
1 至 1.5 英寸直径 - 摩托车车架、防滚架和家具的标准配置。壁厚从 0.049 到 0.120 英寸。参数为 50 至 90 安培。.
1.5 至 2.5 英寸直径 - 船用栏杆、建筑特征和结构部件。壁厚从 0.083 到 0.188 英寸不等。我们使用 3/32 英寸填充物在 80 至 140 安培下进行焊接。.
2.5 至 4 英寸直径 - 重型框架、吊杆和工业设备。壁厚从 0.125 英寸到 0.375 英寸。采用 1/8 英寸填料的多道工序技术。.
直径 4 至 6 英寸 - 大型结构件、压力容器和重型船舶部件。壁厚从 0.250 英寸到 0.500 英寸不等。我们采用预热至 200°F 和多道工序。.
对于每种尺寸,我们的氩弧焊焊接圆管程序都规定了精确的参数、填充合金和焊接顺序。.
圆管用铝合金:
不同的合金管需要采用不同的方法。.
6061-T6 - 最常见的结构管合金。具有出色的强度和可焊性。用于自行车车架、摩托车车架和结构应用。一般情况下使用 4043 填充剂,如果需要更高的剪切强度,则使用 5356。.
6063-T5 - 挤压管合金,表面光洁度优于 6061。用于建筑栏杆、扶手和装饰应用。使用 4043 填充料。.
5083 - 船用合金,具有出色的耐腐蚀性。用于船轨、燃油管路和海水应用。使用 5356 填充剂。.
3003 - 具有良好成型性的通用合金。用于低应力应用,如管道系统和非结构性管材。使用 4043 填充剂。.
7075 - 高强度合金,但很难焊接。在热应力作用下会产生裂缝。我们通常建议不要对 7075 制成的圆管进行 TIG 焊接。.
我们的氩弧焊圆管技术人员根据基合金和服务要求选择填充金属。.
管材的接头结构:
圆管需要特殊的接头设计。.
对接接头 两根管子末端相接。用于加长管材或连接直管段。要求完全对齐,间隙最小。壁厚小于 0.125 英寸时,不需要斜面。对于较厚的管壁,可增加一个 30 度的斜面。.
套筒接头 - 将较小的管子插入较大的管子中。用于强度要求较高的结构连接。内管应至少插入外管 2 个直径。.
马鞍接头 - 将一根管子的一端切割成与另一根管子的一侧相匹配的形状。常见于自行车和摩托车的车架结构。需要使用切管机或数控机床进行精确切割。.
菲力接头 两根管子以一定角度相交,但不带锁口。相交处形成自然的圆角形状。用于栏杆和不太重要的结构。.
支部接头 - 较小的管子与较大的管子相交。用于防滚架和空间框架。需要仔细安装,有时还需要加强环。.
对于每个氩弧焊焊接圆管项目,我们都会在焊接前使用量具和模板验证装配情况。.
焊接位置和旋转:
钢管焊接可在多个位置进行。.
旋转位置 焊管安装在定位器或车床中,当焊工固定焊枪时,定位器或车床缓慢旋转。这是一种理想的方法,因为焊工始终在平面位置工作。我们在所有管材焊接生产中都使用变速定位器。.
固定式水平仪 管子水平夹紧,不能旋转。焊工围绕圆周工作,在底部进行悬空焊接,在两侧进行垂直焊接。这需要较高的技术,但有时对于大型装配也是必要的。.
固定垂直 管子垂直夹紧。焊接在水平位置进行,这比架空焊接更容易。.
在氩弧焊焊接圆管时,我们尽可能选择旋转位置。它能产生最稳定的焊缝和最小的变形。.
电子管失真控制
管组件会因焊接收缩而扭曲、弯曲或缩短。如果没有适当的控制,48 英寸长的框架可能会偏离 1/4 英寸。.
我们的圆管氩弧焊方法如下。.
焊接顺序 对于多管接头,我们要按照平衡热收缩的顺序进行焊接。例如,在 T 型接头中,我们先焊接垂直管的两侧,然后再焊接顶部。.
Tack Welding - 焊接 我们在圆周上等间距地焊接四个铆钉。铆钉长度为 1/4 至 1/2 英寸。粘接后检查装配是否对齐。.
后台阶焊接 在长焊缝上,我们按相反的顺序在管子周围焊接 1 英寸的焊段。.
铜衬底 对于薄壁钢管,我们会在焊接区后面的钢管内插入一个铜块。铜可以吸收多余的热量,防止烧穿。.
旁通冷却 在两次焊接之间,我们用压缩空气或湿抹布冷却焊管。.
利用这些技术,我们可以在大多数氩弧焊圆管项目中将管材对齐度控制在每英尺 0.030 英寸以内。.
表面处理和清洁:
清洁对管材焊接至关重要。氧化铝、切削油和污垢都会造成焊接缺陷。.
我们的氩弧焊圆管清洗工艺包括以下内容。.
脱脂 - 我们用丙酮擦拭焊接区。对于长管,我们可能会用溶剂冲洗内部。.
机械磨损 铝专用不锈钢刷可清除氧化层。对于内表面,我们在模具磨床上使用研磨垫。.
边缘准备 切割后的管端内外都要去毛刺。对于斜面连接,我们使用硬质合金毛刺或砂带磨光机。.
最后擦拭 用干净的无绒布蘸丙酮擦去残留的颗粒。.
我们在清洁后 4 小时内进行焊接。4 小时后,氧化层开始重新形成。对于关键的氩弧焊圆管应用,我们还会用氩气吹扫圆管内部,以防止内表面糖化。.
常见应用:
我们的氩弧焊圆管服务支持众多行业。.
自行车车架 定制公路自行车、山地自行车、双人自行车和货运自行车。薄壁 6061 或 7005 管需要精确的热量控制。.
摩托车车架 定制摩托车车架、赛车车架、越野车车架和摇臂。结构完整性至关重要。.
船用栏杆 船只扶手、救生索、钓鱼塔结构和 T 形顶。耐腐蚀性和外观都很重要。.
建筑栏杆 楼梯扶手、阳台栏杆和护栏。清洁可接受粉末涂层的焊缝。.
防滚架 越野车、赛车和多用途车。通过染料渗透检查进行全渗透焊接。.
工业设备 输送机框架、机器防护罩、材料处理结构和工作平台。.
家具 铝制椅子、桌子、框架和展示装置。经过打磨和抛光的外观焊缝。.
针对每种应用,我们都会调整氩弧焊焊接圆管的程序,以满足强度、外观和尺寸要求。.











