



Welding Galvanized Steel Pipe Service 4 Inch Schedule 40 with Ultimate Quality for Industrial Plumbing
申请报价
输入您需要的数量,并将其添加到您的报价清单,以便查询价格。.
产品详情
Professional welding galvanized steel pipe service for industrial plumbing fire sprinklers and structural supports. Safe zinc fume management with full penetration welds. Custom sizes 1 to 10 inches.
What Is Welding Galvanized Steel Pipe?
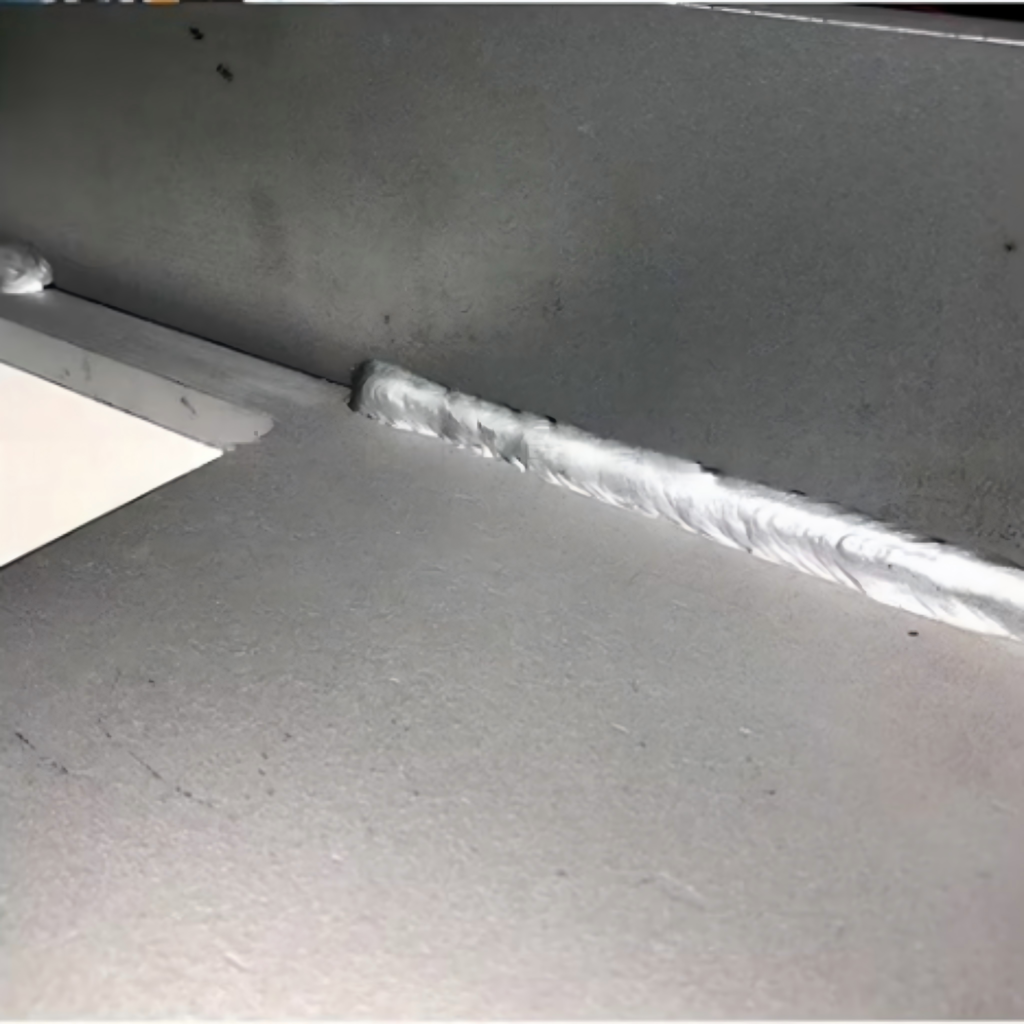
Welding galvanized steel pipe is a fabrication process that joins two or more sections of zinc coated steel pipe using heat, with or without filler metal. Unlike welding bare carbon steel, this process must manage the zinc coating, which vaporizes at high temperatures. Galvanized steel is carbon steel coated with a layer of zinc to prevent rust. Improper welding can damage this coating, exposing the steel to corrosion.
Our technique uses proper surface preparation and shielding gas to protect the molten weld pool. We remove zinc coating from the weld zone before any arc is struck. A properly executed welding galvanized steel pipe process ensures the joint maintains corrosion resistance once post-weld coating is applied. Careful control of heat input prevents porosity and embrittlement.

Why Professional Welding Galvanized Steel Pipe Requires Specialized Expertise?
Many welded joints on zinc coated steel fail not at the weld metal itself, but along the heat-affected zone where the zinc coating is compromised. Poor technique can create porosity, lack of fusion, or embrittlement—defects often invisible until the system is pressurized. Over time, corrosion begins at these weak points, causing joint failure.
Proper welding galvanized steel pipe requires understanding how zinc behaves under high heat. Zinc vaporizes at approximately 900°F, which can create porosity if trapped in the weld pool. Our process includes removing the zinc coating from the weld zone, using proper ventilation, and selecting appropriate filler metals. The result is a strong, reliable joint with maintained corrosion protection.
Surface Preparation Methods We Use:
Grinding – For Most Applications:
We use flap discs to remove zinc coating from the weld area. This accounts for 80% of our welding galvanized steel pipe projects. We clean 1–2 inches from each side of every joint to ensure proper metal-to-metal contact.
Sanding – For Thin Wall Pipe:
For thin wall pipe, grinding may remove too much base metal. We use 36 grit sanding discs to carefully prepare the welding galvanized steel pipe surface. This method is slower but safer for thin-walled materials.
Chemical Stripping – For Complex Shapes:
For pipes with tight spaces where abrasives cannot reach, we use zinc stripper chemicals. This method ensures welding galvanized steel pipe surfaces are fully prepared in confined areas.
Pipe to Pipe Joint Configurations:
Butt Joint – Pipe to Pipe Straight Connection:
Two pipe ends are aligned and welded around the full circumference. Full penetration is required, making this configuration standard for welding galvanized steel pipe in plumbing extensions.
Socket Weld – Pipe Inserted Into Fitting:
The pipe inserts into a recessed fitting, joined with a single fillet weld. Common in fire sprinkler systems, this configuration is widely used in welding galvanized steel pipe applications requiring moderate strength.
Flanged Connection – Pipe with Flange Weld:
A flange is welded to the pipe end for bolted connections. This allows easy disassembly for maintenance and is commonly used in welding galvanized steel pipe assemblies for industrial setups.
Welding Processes for Different Pipe Wall Thicknesses:
GMAW for 1.5mm to 4mm Wall Pipe:
Short-circuit transfer MIG welding is ideal for thin-walled pipe. For welding galvanized steel pipe, we use 17–22 volts with 0.035-inch ER70S-6 wire, ensuring smooth, clean welds.
SMAW for 3mm to 8mm Wall Pipe:
Stick welding (6010 or 7018 electrodes) is portable and tolerant of surface contamination, often used in field welding galvanized steel pipe projects. Operates at 80–130 amps.
FCAW for High Volume Production:
Flux-core welding (E71T-11) allows high travel speeds, making it cost-effective for large orders, running at 120–180 amps.

Distortion Control During Pipe Welding:
It can cause warping because weld metal shrinks as it cools. Long pipe assemblies are especially vulnerable.
Balanced Welding Sequence:
Weld opposite sides in alternating order to reduce distortion when welding galvanized steel pipe.
Strongback Clamping:
Clamp pipes to a flat table during welding galvanized steel pipe to maintain alignment.
Skip Welding:
Weld short segments, then move to another area to minimize heat buildup in welding galvanized steel pipe operations.
Post Weld Straightening:
Hydraulic press correction ensures long pipes remain straight after welding galvanized steel pipe. This method maintains straightness within 1/16 inch over 10 feet.
Filler Metal Selection for Galvanized Pipe:
Choosing the correct filler metal is critical for successful welding galvanized steel pipe.
ER70S-6 – For Most Applications:
Contains deoxidizers to prevent porosity. Standard filler for indoor welding galvanized steel pipe applications.
E71T-11 Flux Core – For Field Work:
Self-shielded wire handles contaminated surfaces, ideal for field welding galvanized steel pipe where grinding is difficult.
E6010 and E7018 – For Thick Wall Pipe:
E6010 provides deep penetration. Stick welding with these electrodes is common in structural applications.
Common Applications and Industries:
Welding galvanized steel pipe is used across multiple industries.
Fire Sprinkler Systems:
Commercial and residential fire protection systems rely on it that meets NFPA 13 standards.
Industrial Plumbing:
Compressed air and process water systems require leak-free joints, which are achieved through proper techniques.
Structural Supports:
Handrails, guardrails, and building frames benefit from it that withstands weather exposure.
Fencing and Gates:
Perimeter security and agricultural fencing use welding galvanized steel pipe for strong, durable assemblies.
HVAC Systems:
Duct supports and equipment mounts often utilize light-gauge welding it.
Post Weld Coating Restoration:
Zinc coating is destroyed in the heat-affected zone during the process. We offer three restoration methods:
Cold Galvanizing Spray – For Most Applications:
Zinc-rich paint applied over the weld area. Provides 85–90% protection and is the standard method after it.
Zinc Rich Primer – For Harsh Environments:
Two-part epoxy with high zinc content applied by brush. Offers 95% protection after welding galvanized steel pipe in demanding conditions.
Hot Dip Re-Galvanizing – For Maximum Protection:
Entire assembly is dipped in molten zinc. Provides the best protection for it but requires extra lead time.










