Aluminum weld porosity is not just a small visual flaw on a bead. In custom parts, it can show up during leak testing, coating, assembly, or final inspection, when the project has already spent time and money. Therefore, the right solution starts before welding. Clean material, stable shielding, realistic joint design, fixture control, and clear inspection rules all need to work together.
Quick answer: how to avoid aluminum weld porosity
The practical way to reduce aluminum weld porosity is to control the full manufacturing route. First, the aluminum surface must be free from oil, oxide, coolant, dust, and moisture. Next, the joint must fit well enough to avoid trapped contamination. Then, TIG welding needs stable argon shielding, proper torch access, clean filler handling, and controlled heat input.
For custom parts, the strongest result comes from planning before production. A drawing should explain the part’s function, not only its shape. If the weld must seal air, hold liquid, support vibration, or remain visible after coating, the quality plan should say that clearly.
Why porosity becomes a real project risk
On the workshop table, a welded aluminum part can look clean at first glance. The bead may appear even, the part may feel solid, and the surface may look ready for finishing. However, under brighter light or after wiping the weld toe, tiny dark dots may appear. In a sealed part, those dots may later become bubbles during a leak check.
This is where project pressure starts. The part may already be machined, brushed, painted, or prepared for assembly. Meanwhile, the inspection team needs to decide whether the issue is cosmetic, structural, or functional. Therefore, late discovery is often more expensive than the weld repair itself.
In custom production, the problem rarely comes from one machine setting. Instead, it often begins with machining oil inside a pocket, a wet surface after storage, an oxide layer near the joint, or a fixture that closes a gap by force. As a result, weld quality should be controlled from material preparation through shipment.
Surface appearance matters
For covers, frames, housings, and brackets, small pores can become more visible after brushing, polishing, anodizing, or powder coating. Therefore, appearance needs to be part of the inspection plan.
Leak risk matters
For reservoirs, tubes, boxes, and fluid-related assemblies, a small pore may become a leak path. Therefore, leak testing should be planned before finishing begins.
Fit and alignment matter
For welded frames or machined assemblies, porosity often appears together with heat distortion risk. Meanwhile, holes and faces must still align after welding.
What this article helps solve
This guide is written for engineering, sourcing, and quality teams that need custom aluminum parts with fewer surprises. It does not treat welding as a beginner lesson. Instead, it explains how to judge process control, supplier communication, inspection needs, and RFQ details before an order moves from sample to production.
In addition, it gives clear next steps. Use the TIG Aluminum Welding category when the project needs precision aluminum welds. Use the product paths below when the part looks similar to frames, base plates, or pipe assemblies. Finally, use the quote path when drawings and inspection requirements are ready.
Main causes of aluminum weld defects and practical solutions
The most useful question is not “Which welding parameter fixes everything?” A better question is “Where can gas, dirt, or moisture enter the weld pool?” Once that path is clear, the prevention method becomes more practical.
For example, CNC coolant can stay in drilled holes. Marker ink can remain near a weld line. Also, a joint gap can trap oxide dust or cleaning residue. Therefore, the quality plan should focus on each step that touches the weld zone.
| Risk source | What it feels like in production | Better control method | RFQ detail that helps |
|---|---|---|---|
| Oil, coolant, or cutting fluid | Small pores appear near machined slots, drilled holes, and internal corners. | Clean before fit-up and check hidden pockets before tacking. | State whether parts are machined before welding. |
| Oxide and surface film | The bead starts dull, rough, or inconsistent even when the part looks clean. | Use aluminum-only cleaning tools and clean close to welding time. | List material grade, surface condition, and finish needs. |
| Moisture from storage | Porosity appears randomly across similar parts. | Keep material and filler dry, then control handling time after cleaning. | Explain storage condition if supplied material is used. |
| Unstable argon shielding | The weld shows soot, dull color, or unstable bead shape. | Protect the weld zone from drafts and check torch access. | Provide 3D files or photos showing tight corners. |
| Poor joint fit-up | Pores collect near gaps, tack welds, or uneven edges. | Use proper fixtures, tack sequence, and edge preparation. | Mark critical dimensions after welding. |
| Late inspection | Defects appear after coating, machining, or assembly. | Inspect before finishing and add leak testing when needed. | Define visual, dimensional, and functional checks. |
For process basics, Lincoln Electric explains TIG aluminum concepts such as AC operation and argon shielding in its TIG welding aluminum guide. Also, Miller discusses heat control and puddle behavior in its TIG aluminum beginner guide. However, a production supplier still needs real shop-floor control, not only correct theory.
 View product
View product
Welded aluminum frame: clean welds and stable geometry
A welded aluminum frame is a good example of why porosity control and dimensional control must work together. The welds sit near corners, slots, and long flat areas. Meanwhile, heat can pull the structure out of square.
Therefore, the frame should be reviewed for cleaning access, fixture support, weld sequence, and final measurement. If the frame supports equipment or sees vibration, inspection should be planned before batch work.
View Welded Aluminum FrameHow to choose the right process route before quoting
A custom aluminum part may need welding, CNC machining, bending, stamping, surface finishing, and inspection. However, these steps should not be planned separately. The sequence affects cleanliness, distortion, cost, and final quality.
For instance, machining before welding may improve joint fit-up. However, it can also leave oil inside holes or pockets. On the other hand, welding before final machining may help control critical faces after heat movement. Therefore, the process route should follow the finished part’s function.
| Part situation | Main concern | Recommended route | Next page to view |
|---|---|---|---|
| Frame or support structure | Porosity, squareness, bead appearance, and vibration resistance. | Cut, clean, fixture, tack, weld in balanced sequence, then measure. | Welded aluminum frame |
| Pipe or tube assembly | Trim accuracy, roundness, internal residue, shielding access, and leaks. | Bend, trim, clean inside edges, fixture, weld, then test if sealed. | Aluminum pipe fabrication |
| Base plate assembly | Flatness, hole position, weld toe quality, and mounting stability. | Prepare plate and post, fixture tightly, weld with balanced heat, then inspect. | Aluminum base plate |
| Machined welded part | Coolant residue, datum shift, and final tolerance after welding. | Rough machine, clean, weld, then finish machine critical surfaces. | CNC machining + welding review |
 View product
View product
Aluminum pipe fabrication: hidden residue is the detail to watch
Pipe and tube assemblies create a different kind of risk. The outside may look clean, while the inside edge still carries cutting residue or moisture. Also, bent tubes need stable trimming and alignment before welding.
Therefore, tube projects should define internal cleanliness, trim quality, fixture position, weld access, and leak testing requirements early.
View Aluminum Pipe FabricationQuality control checklist for aluminum welding parts
A reliable inspection plan should feel practical. It should not only say “check quality.” Instead, it should tell the team what to check before welding, during welding, and after welding. This makes weld defects easier to catch early.
In a real workshop, good control leaves visible clues. The aluminum-only brush is separate. Filler wire is protected. Parts are not stacked with oily surfaces touching weld areas. Also, the fixture holds the part steady without hiding the joint from cleaning.
Step-by-step inspection flow
- Review the drawing and function. First, confirm whether the weld is cosmetic, structural, sealed, or close to a critical datum.
- Confirm material condition. Next, check alloy grade, thickness, surface finish, and storage condition before cleaning.
- Clean the weld zone. Then, remove oil, coolant, oxide, moisture, ink, dust, and loose particles.
- Check fit-up and fixture contact. Also, make sure the part is not forced into position in a way that creates hidden gaps.
- Protect argon shielding. After that, check torch access, cup clearance, and possible drafts around the weld area.
- Inspect the weld visually. Look for surface pores, cracks, soot, undercut, lack of fusion, and uneven bead shape.
- Measure critical dimensions. Meanwhile, check holes, flatness, angles, squareness, and mounting faces after heat movement.
- Add functional testing when needed. Finally, use leak testing when the part must hold air, coolant, water, or other fluids.
Not every part needs the same inspection level. However, every order should define what “acceptable” means. For visible products, the weld surface may be the main concern. For sealed products, leak performance matters more. For frames, alignment and strength may matter most.
Simple procurement decision module
Before approving a supplier or sample, use this decision logic. It turns a technical weld issue into a clearer purchasing path.
Move forward when:
- The drawing shows weld location and critical dimensions.
- The supplier explains cleaning, fixturing, welding, and inspection steps.
- The sample matches the required surface, fit, and function.
- The quote includes the right process route, not only a low welding price.
Ask more questions when:
- The part must seal, but no leak test is discussed.
- The weld is visible, but finishing requirements are unclear.
- The part has tight holes or faces, but process order is not reviewed.
- The supplier only talks about parameters and ignores cleaning or fixture control.
 View product
View product
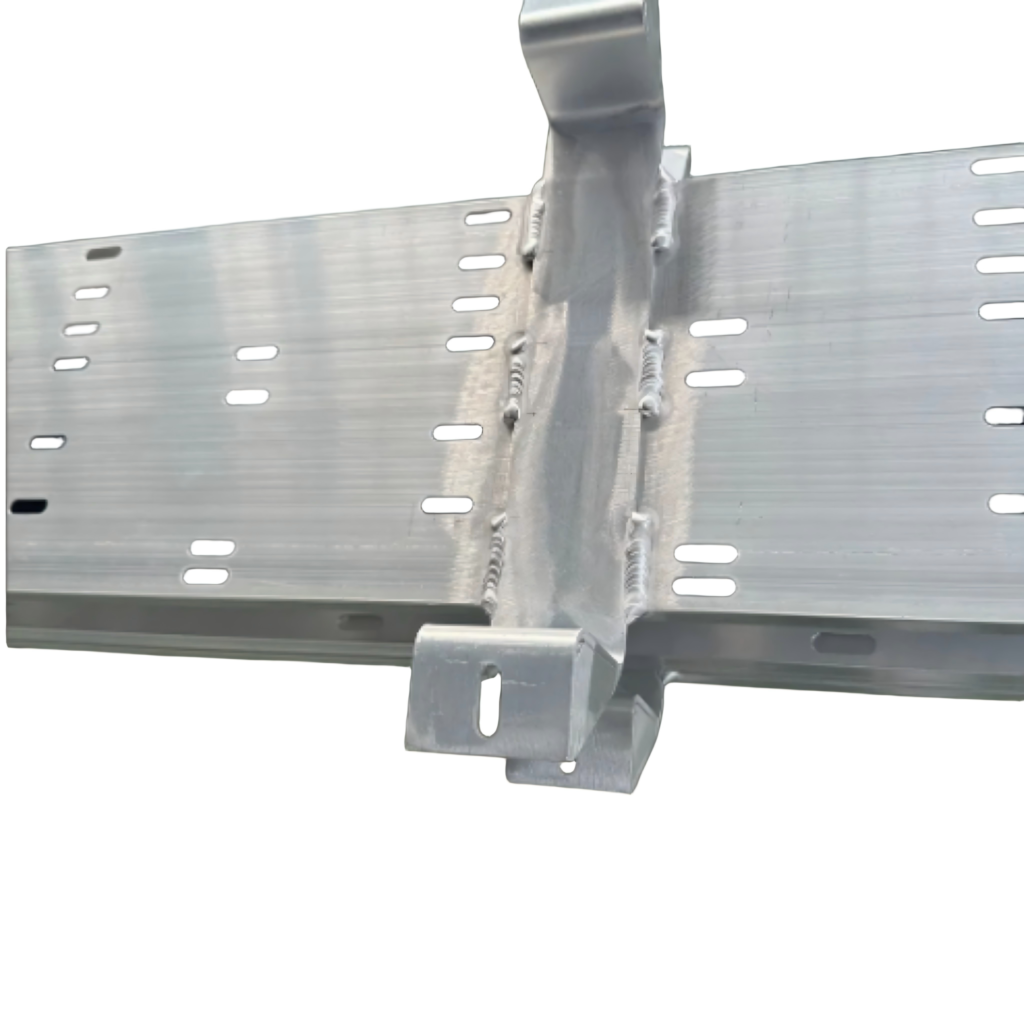
Aluminum base plate: weld quality, flatness, and holes must match
A base plate is easy to underestimate. The weld may look strong, but heat can still affect flatness and mounting hole alignment. Meanwhile, surface pores near the post can reduce confidence during inspection.
For this reason, base plate projects should connect weld cleanliness, fixture pressure, hole position, and final surface requirements before production.
View Aluminum Base PlateHow Flow Wing Metal supports prototype to production
Flow Wing Metal works around custom precision metal welding, CNC machining, pipe bending, stamping, and related fabrication. Therefore, welded aluminum projects can be reviewed as complete parts instead of isolated weld beads.
This matters because many problems happen between processes. For example, a CNC pocket can hold coolant. A stamped edge can carry burrs. A bent tube can spring back slightly. A welded frame can move during cooling. As a result, the process route should connect preparation, welding, inspection, and finishing.
Find risk before batch work
A prototype should do more than prove the shape. It should show whether cleaning access, weld access, fixture support, distortion control, and inspection timing are realistic.
In addition, sample feedback can reveal where porosity is likely to appear. Those areas can then receive better edge preparation or added inspection.
Keep quality repeatable
During production, the goal shifts from one good sample to repeatable quality. Therefore, cleaning sequence, tack position, weld sequence, fixture use, and final checks need consistency.
Meanwhile, communication should stay clear. Drawings, photos, inspection notes, and packaging details should match the approved sample.
RFQ information that helps prevent weld porosity
A strong RFQ gives the factory enough context to prevent weld defects before they happen. Without clear information, a quote may only cover welding time. However, the real project may also need cleaning, fixture design, post-weld machining, leak testing, and careful packaging.
Therefore, the RFQ should include both technical data and use conditions. This makes the quote more accurate and reduces back-and-forth later.
Send these technical files
- 2D drawings and 3D files when available.
- Aluminum grade, temper, thickness, tube size, or sheet size.
- Weld location, weld length, visible areas, and critical surfaces.
- Tolerance requirements after welding, not only before welding.
- Prototype quantity, pilot quantity, and expected production volume.
Explain these real-use needs
- Whether the part carries load, vibration, heat, liquid, or pressure.
- Whether the weld must remain visible after finishing.
- Whether leak testing or dimensional reporting is required.
- Whether surface treatment includes brushing, polishing, anodizing, or coating.
- Whether special packaging is needed to protect finished surfaces.
How to inspect parts after receiving them
Porosity control continues after delivery. Receiving inspection does not need to be complicated for every order. However, the team should check the right things before the parts move into assembly or coating.
First, inspect the welds under consistent light. Next, rotate the part and look along the weld toe. Then, wipe the weld area with a clean cloth to reveal dark pores, soot, or residue. For sealed assemblies, appearance alone is not enough, so leak testing should follow the agreed method.
Look before coating
Check the weld surface before brushing, anodizing, powder coating, or painting. After finishing, small pores may become harder to repair cleanly.
Measure after welding
Check holes, flatness, angles, and mounting faces after welding. Heat movement can affect fit even when the weld itself looks clean.
Test sealed parts
Use leak testing when the part must hold air, water, coolant, or fluid. This avoids finding a small defect after installation.
Extended reading and service paths
These pages help move from problem research to the next practical step. They are placed here to guide the project path naturally, not to distract from the article.
FAQ
What causes aluminum weld porosity in custom parts?
Common causes include oil, oxide, moisture, machining coolant, dirty filler wire, unstable argon shielding, poor joint fit-up, and delayed welding after cleaning. In production, several small causes often appear together, so the whole route should be reviewed.
How can aluminum parts be cleaned before welding?
The weld zone should be free from grease, coolant, marker ink, oxide, dust, and moisture. In addition, aluminum-only tools should be used to avoid cross-contamination. Cleaning should happen close enough to welding time so the surface does not become dirty again.
What quality checks should be requested for aluminum welding parts?
At minimum, visual weld inspection and dimensional checks should match the part function. For sealed parts, leak testing should be added. For frames and machined assemblies, flatness, squareness, hole position, and critical faces should also be checked after welding.
Can one supplier handle welding, CNC machining, bending, and stamping?
Yes. Flow Wing Metal supports custom metal welding and related manufacturing services including TIG aluminum welding, CNC machining, pipe bending, and metal stamping. This is useful when one part needs welded joints plus machined, bent, or formed features.
When should leak testing be added?
Leak testing should be added when the part must hold air, water, coolant, oil, or other fluid. It should also be considered for boxes, tubes, reservoirs, and enclosures where a small pore could become a functional failure.
How do I request a quote from Flow Wing Metal?
Prepare drawings, material grade, quantity, tolerance, surface finish, and application requirements. Then send the information through the Contact / Quote page. If the part has sealed areas or critical dimensions, include those requirements in the message.
Final recommendation: control the process before the defect appears
Porosity is easier to prevent than repair. A strong plan starts with clean RFQ information, realistic joint design, stable fixturing, clean weld preparation, protected argon shielding, and inspection that matches the part’s real use.
For custom aluminum parts, the best result is not only a clean-looking bead. The part should fit, seal, support its load, accept finishing, and remain consistent from sample to batch production. Therefore, the next step should be a manufacturing review based on drawings and application requirements.
- First: prepare drawings, material grade, quantity, tolerance, surface finish, and application notes.
- Second: mark critical welds, sealed areas, visible surfaces, and post-weld dimensions.
- Third: ask for a process route that covers cleaning, fixture control, welding, inspection, and finishing.









