If you work in a fabrication shop, you’ve likely noticed a frustrating paradox:
· A manual welder picks up a torch, welds a 6061 aluminum plate, and leaves a shiny, silver bead.
· The robot (programmed by engineers) runs a bead on the exact same material, and it comes out black, sooty, and dirty.
You are not imagining things. Robotic aluminum welding is more prone to “black smut” than manual welding.
But why? Does the robot lack “skill”? No. The answer lies in physics, gas coverage, and programming habits.
In this guide, we will break down exactly why aluminum turns black during TIG welding aluminum and how to fix your robotic cell to get mirror-finish results.
What is that “Black Stuff” Anyway in aluminum welding process? (It’s not carbon)
First, let’s clear up a major myth for tig aluminum welding.
The black residue is not “burned” aluminum or carbon.
It is actually Metal Vapor.
· The science: Aluminum and Magnesium boil at temperatures much lower than the electric arc.
· The process: The arc vaporizes the metal. This vapor rises up.
· The failure: If the vapor touches oxygen, it turns into Aluminum Oxide (Al²O³) and Magnesium Oxide (MgO) .
· The color: These microscopic oxides scatter light differently, making them appear gray or black to the human eye.
Conclusion: Black soot = Unprotected metal vapor.
The Core Difference: Manual vs. Robotic
In Tig Aluminum Welding Manufacturing, why can a human weld cleanly, but a robot produces soot? It comes down to three variables: Torch Angle, Stick-out, and Adaptability.
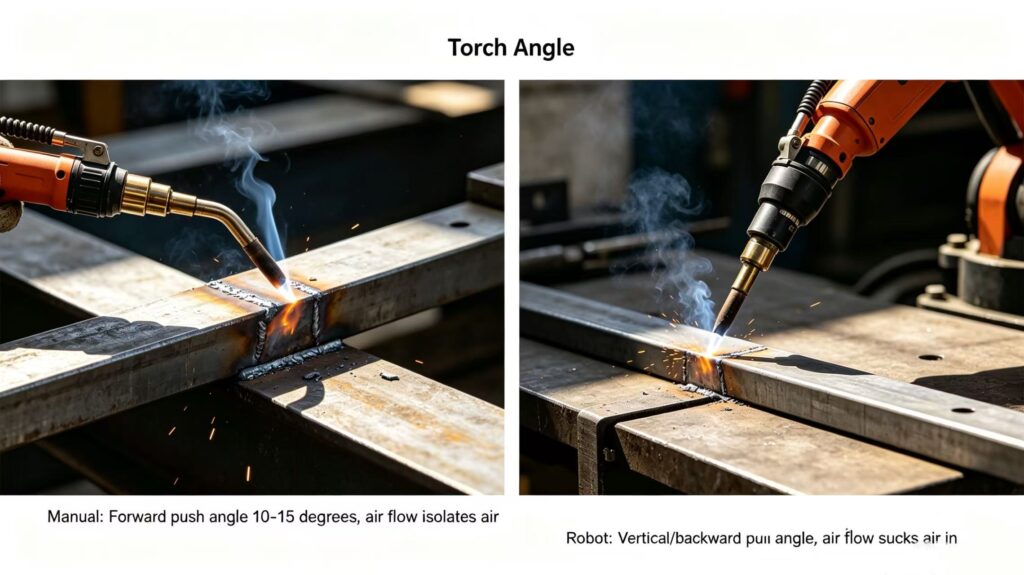
1. The “Push” vs. “Drag” Disaster (Torch Angle)
· The Manual Welder (Smart): An experienced welder always uses a “Push Angle.” They point the torch forward (10-15 degrees). This creates an aerodynamic cushion that pushes air away from the weld pool.
· The Robot (Literal): Many robotic programs are taught by engineers who don’t weld. They often use a “Drag Angle” (pulling the torch) or a perpendicular angle. This creates a Venturi effect that sucks surrounding air into the gas shield. Air + Vapor = Black soot.
2. The “Contact Tip to Work Distance” (CTWD)
· The Manual Welder: A human keeps the nozzle incredibly close to the metal—usually about ½ inch (12 mm) . If the gap grows, they instinctively push it back in.
· The Robot: A robot follows a rigid path. If your fixture is slightly warped or the part isn’t clamped perfectly, the torch drifts away. At ¾ inch, the gas shield becomes turbulent. At 1 inch, it is non-existent. The vapor oxidizes instantly.
3. Heat Input & Magnesium Burn-off
· Manual: A human can “haul ass” (move fast) or slow down based on the puddle. They regulate heat dynamically.
· Robotic: Robots often run at constant travel speeds. If the speed is too slow for the amperage, you overheat the puddle. Overheating burns off Magnesium (especially in ER5356 wire), creating clouds of black Magnesium Oxide powder.
How to Fix Robotic Aluminum Welding (4 Actionable Steps)
You don’t need to fire the robot. You just need to reprogram it like a welder.
Step 1: Fix the Angle (Switch to Push)
Open your robot teach pendant immediately.
· Change: Ensure the torch is angled 10-15 degrees “Push” (pointing into the direction of travel).
· Avoid: 0 degrees (perpendicular) or “Drag” angles.
· Result: The gas blanket stays intact.
Step 2: Shorten the Stick-Out
· Change: Reprogram your paths so the Contact Tip to Work Distance (CTWD) is a maximum of 12 to 15 mm.
· Pro Tip: If your fixture is warped, invest in through-arc seam tracking or tactile sensors. The robot must adapt to the part, not the other way around.
Step 3: Change Your Gas Settings
· Increase Flow: Bump your Argon flow to 25-35 CFH (cubic feet per hour).
· Add a Gas Lens: Use a gas lens (sieve) in the torch. It laminates the flow, making it “soft” and resistant to drafts, unlike standard collet bodies which are turbulent.
Step 4: Consider Switching Filler Metal
If the black soot won’t go away and the part isn’t going into saltwater:
· Switch from ER5356 (Mg based) to ER4043 (Si based).
· Why: 4043 contains almost no Magnesium. It produces virtually no black soot, though it is slightly softer and less ductile than 5356.
If you have welding problem, custom tig welding aluminum parts from Flow Wing Metal Now!
Is manual welding “better” than robotic for aluminum? Custom Tig Aluminum Welding Services
No. A robot is more consistent and faster. The issue is that most robotic programs are written by programmers, not welders.
The black soot is a gas coverage problem.
· Manual welders instinctively fix coverage.
· Robots need to be taught to do the same.
Quick Checklist for your factory for aluminum welding
· Is the torch pushing (not dragging)?
· Is the nozzle within ½ inch of the metal?
· Is the argon flow high enough (25+ CFH)?
· Do you have a gas lens installed?
· Have you tried 4043 wire as a test?

Fix these four variables, and your robotic aluminum welds will look just as shiny—and far more repeatable—than your best manual welder.
—
Need professional aluminum TIG welding services? We specialize in solving oxidation and soot problems for automated manufacturing. Contact us for a quote.