최고 3단계 신뢰할 수 있는 맞대기 용접 기술 매번 완전 용입
맞대기 용접 기술은 구조, 산업 및 맞춤 제작 프로젝트에 완전 용입, 고강도 및 신뢰할 수 있는 용접 품질을 보장합니다.
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
Professional butt joint welding for aluminum sheet and plate. Full penetration guaranteed. TIG MIG and laser processes. Certified welders. Request a quote.
2. Why Butt Joint Welding Is the Gold Standard for Stainless Steel Fabrication?
3. Many stainless steel failures occur not at the parent metal but along the weld line. Poor fusion creates stress risers, lack of penetration, or root cracks. These defects are often invisible from the surface. Over time, cyclic loading causes them to propagate until the structure fails. This is why proper weld technique matters more than material choice in many applications.
4. A properly executed butt joint welding operation produces a weld that is actually stronger than the surrounding base metal in many stainless alloys. The filler metal can be chosen to enhance ductility or corrosion resistance. For example, using 308L filler on 304 stainless yields a joint that withstands thermal cycling better than the parent plate itself. Additionally, this joint type is the most space efficient. Unlike lap joints that double material thickness or corner joints that create internal crevices, a flush surface allows for smooth finishing, powder coating, and passivation. Industries like food equipment and semiconductor manufacturing require this welding style precisely because it leaves no crevices for contamination.
5. Our shop has invested in positioners, seam followers, and precision fixturing to automate this process where possible. Automated joint welding reduces variability and increases travel speed. For straight seams longer than 2 feet, we often recommend robotic MIG welding for best results. Every fabrication project we undertake begins with a thorough review of material grade, thickness, and end use requirements.
6. What Is Stainless Steel Butt Joint Welding?.
Why Butt Joint Welding Is the Gold Standard for Stainless Steel Fabrication?
Many stainless steel failures occur not at the parent metal but along the weld line. Poor fusion creates stress risers, lack of penetration, or root cracks. These defects are often invisible from the surface. Over time, cyclic loading causes them to propagate until the structure fails. This is why proper weld technique matters more than material choice in many applications.
A properly executed butt joint welding operation produces a weld that is actually stronger than the surrounding base metal in many stainless alloys. The filler metal can be chosen to enhance ductility or corrosion resistance. For example, using 308L filler on 304 stainless yields a joint that withstands thermal cycling better than the parent plate itself. Additionally, this joint type is the most space efficient. Unlike lap joints that double material thickness or corner joints that create internal crevices, a flush surface allows for smooth finishing, powder coating, and passivation. Industries like food equipment and semiconductor manufacturing require this welding style precisely because it leaves no crevices for contamination.
Our shop has invested in positioners, seam followers, and precision fixturing to automate this process where possible. Automated joint welding reduces variability and increases travel speed. For straight seams longer than 2 feet, we often recommend robotic MIG welding for best results. Every fabrication project we undertake begins with a thorough review of material grade, thickness, and end use requirements.
What Is Stainless Steel Butt Joint Welding?
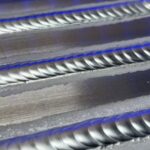
맞대기 용접은 두 개의 스테인리스 강 조각을 동일한 평면에서 가장자리 대 가장자리로 배치한 후 접합면을 따라 용접하는 제조 공정입니다. 모서리 위에 위치하는 필렛 용접과 달리 이 방법은 한 조각에서 다른 조각으로 연속적인 단면을 생성합니다. 스테인리스 강은 최소 10.5%의 크롬을 함유하며, 이는 표면에 수동 산화막을 형성합니다.
당사의 용접 기술은 일반적으로 아르곤 또는 헬륨-아르곤 혼합물인 차폐 가스를 사용하여 용융된 용접 풀을 산소로부터 보호합니다. 이를 통해 용접이 냉각됨에 따라 크롬이 보호층을 재형성할 수 있습니다. 스테인리스 강에 대한 적절히 실행된 맞대기 용접 작업은 용접선에서 모재만큼 효과적으로 녹에 저항합니다. 또한 너무 많은 열이 크롬 탄화물 석출(용접 부식으로 알려진 상태)을 유발하기 때문에 열 입력을 신중하게 제어합니다. 낮은 열 입력과 필요한 곳에서의 급속 냉각을 사용하여 모든 맞춤 용접 프로젝트에서 이 문제를 방지합니다.

맞대기 용접을 위한 모서리 준비 방법:
모든 맞대기 용접 작업의 품질은 아크가 발생하기 전에 시작됩니다. 당사는 재료 두께와 성능 요구 사항에 따라 세 가지 수준의 모서리 준비를 제공합니다.
전단 모서리 – 1/8인치 미만의 얇은 시트용:
전단은 깨끗한 직선을 생성하지만 약간 가공 경화된 모서리를 남깁니다. 당사는 이음매에서 1인치 이내를 디버링하고 청소합니다. 이 방법은 완전한 침투가 중요하지 않은 인클로저 및 덕트 작업의 비구조적 제작에 사용됩니다.
가공 또는 라우팅된 모서리 – 1/8~3/8인치 플레이트용:
밀링은 버가 없는 사각 모서리를 생성합니다. 완전 침투 맞대기 용접을 위해 각 측면에 1/16인치 평탄부와 30도 베벨을 추가합니다. 이 준비는 당사 용접 작업량의 70%를 차지합니다.
이중 베벨 가공 – 3/8인치 초과 플레이트용:
후판은 양쪽에서 45도 베벨을 가공하며, 1/8인치 랜드를 남깁니다. 이를 통해 양면 용접 또는 백킹 바 사용이 가능합니다. 당사는 워터젯 또는 CNC 밀링을 사용하여 ±0.005인치 공차로 이 형상을 구현하며, 모든 후판 주문에 대해 전문적인 준비를 제공합니다.
2. 모든 제작 프로젝트에서 용접 직전 탈지를 필수로 합니다. 스테인리스강 산화막은 수시간 내에 재형성되므로, 모든 용접 작업에서 타이밍이 중요합니다.
3. 두께별 용접 공정:
4. 각 맞대기 용접 주문에 대해 재료 두께와 생산량에 따라 최적의 공정을 선정합니다.
5. 0.040~0.190인치 시트용 AC 및 DC TIG:
6. 수동 TIG는 용접 풀을 정밀하게 제어합니다. 얇은 이음부 용접 시 구리 백킹 바를 사용하여 드롭스루를 방지합니다. 전류는 60~140암페어, 1/16 또는 3/32인치 308L 필러를 사용하며, 용접 속도는 분당 약 4~6인치입니다. 이 정교한 용접 방식은 가장 깔끔한 외관을 제공합니다.
7. 0.125~0.500인치 판재용 펄스 MIG:
8. 펄스 스프레이 이행은 스패터를 줄이고 자세 용접을 가능하게 합니다. 당사의 펄스 MIG 맞대기 용접은 200~280암페어, 0.045인치 309L 와이어로 진행되며, 일반적인 용착률은 시간당 3파운드입니다. 이는 50피트 이상 용접 생산에 가장 비용 효율적인 방법입니다.
9. 0.020~0.125인치 정밀 부품용 레이저 용접:
10. 전자기기 케이스, 의료 기기, 배터리 박스의 경우 레이저 맞대기 용접은 최소한의 열 입력과 거의 보이지 않는 이음새를 제공합니다. 필러가 필요 없으며, 이음부 간극이 없어야 합니다. 당사의 2kW 파이버 레이저 공정은 분당 최대 80인치 속도로 진행됩니다.
11. 0.500~1.500인치 판재용 다중 패스 MIG 또는 TIG:
12. 후판은 여러 패스가 필요합니다. 1인치 재료의 경우 3패스 시퀀스를 사용합니다: 루트 패스는 3/32인치 필러, 180암페어; 필 패스는 220암페어; 캡 패스는 200암페어, 위브 기법을 적용합니다. 모든 맞대기 용접 패스에서 층간 온도는 250°F 이하로 유지됩니다.
For all fabrication projects, we insist on degreasing immediately before welding. Stainless steel oxide reforms within hours, so timing matters for every welding operation.
Welding Processes for Different Thicknesses:
We select the optimal process based on your material thickness and production volume for each butt joint welding order.
AC and DC TIG for 0.040 to 0.190 inch sheet:
Manual TIG gives fine control over the weld puddle. For thin joint welding, we use a copper backing bar to prevent drop-through. Amperage ranges from 60 to 140 amps with 1/16 or 3/32 inch 308L filler. Travel speed is approximately 4 to 6 inches per minute. This refined welding method produces the cleanest appearance.
Pulsed MIG for 0.125 to 0.500 inch plate:
Pulsed spray transfer reduces spatter and allows out-of-position welding. Our pulsed MIG butt joint welding runs at 200 to 280 amps with 0.045 inch 309L wire. Typical deposition rate is 3 pounds per hour. This is the most cost-effective welding method for production runs over 50 feet of weld.
Laser Welding for 0.020 to 0.125 inch precision parts:
For electronics enclosures, medical devices, and battery boxes, laser joint welding offers minimal heat input and nearly invisible seams. No filler is required. The joint must have zero gap. Our 2 kW fiber laser process runs at up to 80 inches per minute.
Multi-pass MIG or TIG for 0.500 to 1.500 inch plate:
Thick plate requires multiple passes. We use a 3 pass sequence for 1 inch material: root pass with 3/32 inch filler at 180 amps, fill passes at 220 amps, and cap pass at 200 amps with weave technique. Interpass temperature is kept below 250°F for every butt joint welding pass.
For each custom project, we document parameters so you can reorder identical results.
.


Quality Assurance and Testing for Butt Joint Welds:
Every butt joint welding order receives at least one level of inspection. For standard industrial work, we perform visual inspection and dimensional check. For structural or pressure-containing applications, we add one or more of the following.
.
Visual Inspection – 100 percent of production:
Each weld seam is examined under magnification for undercut, porosity, or incomplete fusion. Weld beads must be uniform in width with consistent ripple pattern.
.
Bend Test – Sample from each batch:
A sample coupon is bent 180 degrees around a mandrel. No cracks are permitted on the weld face or root. We perform this on first article for every new butt joint welding configuration.
.
Dye Penetrant Inspection – For safety-critical parts:
Reveals surface cracks and porosity. Used on 50 percent of our welding jobs including pressure vessels and structural frames.
.
Radiographic Testing – X-ray of the weld:
Shows internal lack of fusion or voids. Required for certified pressure vessels and heavy machinery. Every order for pharmaceutical or nuclear applications receives X-ray inspection.
.
Ultrasonic Testing – For plate over 1/2 inch thick:
Measures fusion at the root face. This non-destructive method verifies that each welding pass achieved full penetration.
.
We retain test records for 10 years. Upon request, we provide a certified weld report for each batch.
.
일반적인 애플리케이션 및 산업:
Our clients use our butt joint welding service for many purposes.
.
Marine Fabrication:
Hull plate joining, deck panel welding, fuel tank seams. This welding style creates smooth surfaces that do not trap marine growth. Each marine project uses 316 stainless with full penetration.
.
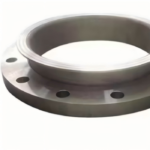
Automotive Exhaust Components:
Exhaust pipe with flange assemblies, hanger brackets, heat exchanger panels. The process provides leak-free connections that withstand vibration.
.
Aerospace Parts:
동체 스킨, 날개 리브, 연료 셀 하우징. 얇은 항공우주 합금에는 레이저 정밀 용접이 선호됩니다.
식품 가공 장비:
컨베이어 프레임, 세척 스테이션, 장비 하우징. 정밀한 이음매 용접으로 인한 틈새가 없어 박테리아 증식이 없습니다. 위생 용접부는 거울 마감으로 연마됩니다.
제약 및 생명공학:
스테인리스 탱크, 튜브 매니폴드, 클린룸 가구. 모든 용접 이음매는 매끄럽고 비다공성이어야 합니다. FDA 규정 준수를 위해 각 용접을 문서화합니다.
반도체 제조:
가스 라인, 진공 챔버, 공구 프레임. 초청정 스테인리스에 대한 정밀 용접은 입자 생성을 방지합니다. 튜브 대 튜브 이음부에는 오비탈 용접이 사용됩니다.
건축 금속 세공:
커튼월 패널, 계단 스트링거, 난간 기둥. 보이는 용접 기술은 미적으로 완벽해야 합니다. 각 용접부를 주변 금속과 일치하도록 연삭 및 블렌딩합니다.
각 산업에 대해 세척 프로토콜과 필러 합금을 조정합니다. 식품 등급 맞대기 용접은 해양 작업과 다른 표면 마감이 필요합니다.