


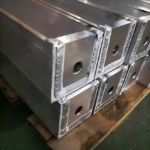
Welding Square Tube Steel Service 2 Inch x 2 Inch with Ultimate GTAW Full Penetration for Stainless Frames
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
Professional stainless steel welding square tube steel service for structural frames equipment stands and handrails. GTAW MIG and robotic welding for 1 to 6 inch square tubing with full penetration joints.
Why Professional Welding Defines the Quality of Square Tube Steel Fabrication?
Many structural failures in welded frames occur not at the center of the tube but at the joint where two sections meet. A poorly executed weld on square tube steel creates stress risers, lack of fusion, or incomplete penetration. These defects are often invisible from the outside. Over time, cyclic loading causes them to propagate until the entire structure fails. This is why proper technique matters more than material choice in many fabrication projects.
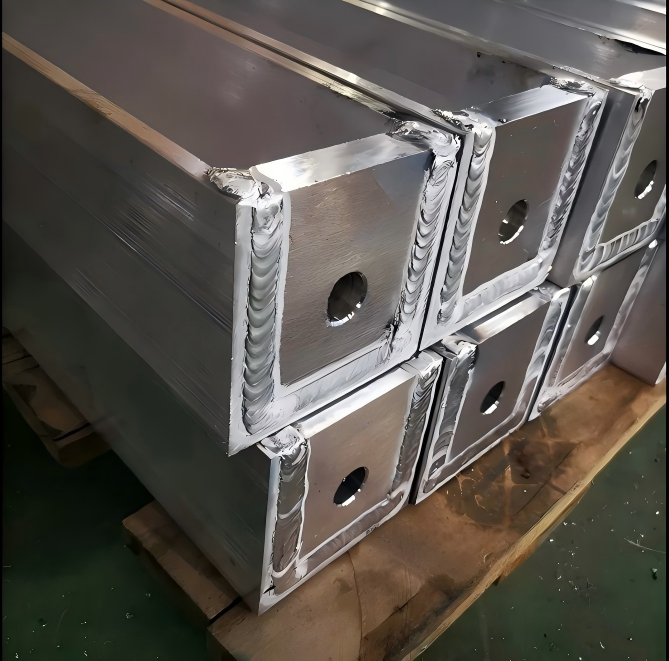
A properly executed welding square tube steel operation produces a joint that is as strong as the base metal. The filler metal can be chosen to match or exceed the parent material properties. For example, using 308L filler on 304 stainless square tube yields a joint that withstands thermal cycling and vibration better than the tube itself. Additionally, square tube offers superior bending resistance compared to round tube when welded into frames. Unlike round tube that requires complex fixturing to maintain alignment, square tube self aligns on flat surfaces during welding square tube steel operations. The consistency of square tube geometry also reduces the need for specialized clamping.
What Is Stainless Steel Square Tube Welding?
Square tube welding is the process of joining two or more pieces of square tubing at various angles to create frames, supports, or structural assemblies. Stainless steel contains at least 10.5 percent chromium, which forms a passive oxide layer on the surface. Our welding square tube steel technique uses shielding gas—typically argon or a helium argon mix—to protect the molten weld pool from atmospheric oxygen. This allows the chromium to re form its protective layer as the weld cools.
A properly welded stainless steel square tube joint will resist rust at the weld line as effectively as the base metal. We also control heat input carefully because too much heat causes chromium carbide precipitation, a condition known as weld decay that reduces corrosion resistance. By using low heat input and proper technique, we prevent this problem on every welding square tube steel project. The result is a durable, corrosion resistant assembly that performs reliably for decades.

Material Selection for Square Tube Steel Welding:
Not all stainless steel square tube welds equally well. We stock three alloys for welding square tube steel projects, each with distinct advantages.
304 Stainless Square Tube:
The workhorse alloy for most industrial and architectural applications. Good corrosion resistance and excellent weldability make it our most popular choice. Our standard material for welding square tube steel used in food equipment, handrails, structural frames, and architectural features. Handles temperatures from cryogenic to 1200°F without losing strength.
316 Stainless Square Tube:
For marine environments, chemical plants, pharmaceutical facilities, or outdoor installations near salt water. Molybdenum addition significantly improves pitting resistance against chlorides. Welding square tube steel in 316 costs approximately 30 percent more than 304 but lasts indefinitely in coastal exposure or chemical environments. Recommended for boat lifts, dock equipment, and seaside railings.
409 Stainless Square Tube:
Cost effective alternative for mild environments like automotive exhaust systems and heat shields. Lower corrosion resistance than 304 but adequate for dry indoor applications or high temperature exhaust. Welding square tube steel in 409 is common in exhaust system fabrication and agricultural equipment.
We do not recommend free machining stainless grades like 303 for any welding square tube steel application. These alloys contain sulfur or selenium which cause hot cracking during welding.
Tube End Cutting and Edge Preparation Methods:
The quality of any welding square tube steel operation starts with accurate tube end cutting. Poorly cut ends create gaps that require excessive filler metal or result in weak joints. We offer three cutting methods based on material size and precision requirements.
Precision Cold Saw:
Cold sawing produces a burr free square cut with excellent surface finish. Ideal for welding square tube steel where tube ends must fit tightly together with zero to 1/16 inch gap. Tolerances hold to plus or minus 0.010 inch on length. This is our preferred method for most structural work.
Abrasive Cut Off Saw:
Faster than cold sawing and suitable for thicker walls, but leaves a small burr and heat affected zone. We deburr all cut ends on a stationary belt sander before welding square tube steel. Suitable for material up to 1/4 inch wall thickness where appearance is not critical.
Horizontal Band Saw:
Best for tube over 4 inches in diameter or lengths over 10 feet. Band sawing is efficient for large welding square tube steel orders but requires cleaning of cutting fluid residue before welding. We use water soluble coolant that washes off easily.
For all welding square tube steel projects, we inspect cut ends for squareness using a precision protractor. Any tube end with more than 0.5 degree deviation from 90 degrees is rejected before welding begins.
Welding Processes for Different Wall Thicknesses:
We select the optimal welding process based on your square tube wall thickness, production volume, and appearance requirements for each welding square tube steel order.
GTAW for 1.5mm to 3mm Wall Thickness:
Manual TIG welding gives fine control over the weld puddle and produces the cleanest appearance. For thin wall welding square tube steel, we use low amperage between 60 and 110 amps with 1/16 inch 308L filler rod. Travel speed is approximately 3 to 5 inches per minute. A copper backing bar is used inside the tube to prevent burn through. This process is recommended for visible welding square tube steel in architectural and handrail applications.
Pulsed MIG for 2mm to 6mm Wall Thickness:
Pulsed spray transfer reduces spatter significantly and allows out of position welding. Our pulsed MIG welding square tube steel runs at 180 to 250 amps with 0.045 inch 309L wire. Deposition rate is approximately 2 to 3 pounds per hour. This is the most cost effective welding square tube steel method for orders over 50 assemblies.
Robotic MIG for High Volume Production:
For customers needing 200 or more identical welded square tube steel assemblies, robotic welding ensures every joint matches the last in size, penetration, and appearance. We program weld paths directly from CAD files. Cycle time is typically 45 to 120 seconds per joint depending on tube size. Robotic welding square tube steel also reduces labor costs for large orders.
Multi Pass Welding for Tube Over 6mm Wall:
Thick wall welding square tube steel requires multiple weld passes to achieve full strength. We use a root pass with 3/32 inch filler at 180 amps, one or two fill passes at 200 to 220 amps, and a cap pass with weave technique at 190 amps. Interpass temperature is kept below 250°F for every pass.

Common Applications and Industries We Serve:
Our clients across many industries use our welding square tube steel service for a wide range of applications.
Structural Frames and Building Supports:
Industrial building frames, mezzanines, equipment stands, and machine bases. Our welding square tube steel assemblies provide the structural backbone for manufacturing facilities. Each joint is engineered for the required load capacity with appropriate safety margins.
Handrails and Guardrails:
Stair rails, platform edges, walkways, and balcony guards. Welding square tube steel for handrail applications requires smooth finishes and consistent joint appearance. We grind and blend all visible welds to a satin finish that feels smooth to the touch.
Architectural Metalwork:
Furniture frames, retail display stands, exhibit structures, and decorative gates. Visible welding square tube steel joints must be cosmetically perfect for these applications. We offer electropolished finishes that produce a bright mirror like appearance.
Food Processing Equipment:
Conveyor frames, washdown stations, equipment enclosures, and stainless tables. Sanitary welding square tube steel has no crevices or sharp corners that could trap bacteria or food particles. All welds are ground smooth and chemically passivated.
Automotive and Truck Components:
Exhaust system support frames, battery trays, tool box mounts, and accessory brackets. Welding square tube steel for vehicle applications must withstand constant vibration, temperature extremes, and road salt exposure. 304 stainless provides excellent corrosion resistance.
Marine and Boat Fabrication:
Boat lifts, dock equipment, marina railings, and boat trailer frames. A 316 stainless welding square tube steel assembly survives salt spray and saltwater immersion without rusting. Each joint receives electropolished finish for maximum corrosion protection.
Solar Panel Mounting Frames:
Rooftop solar racks and ground mount arrays use welded square tube steel frames to hold solar panels at optimal angles. Weather resistance and dimensional accuracy are essential for these outdoor applications.
Design Recommendations for Better Square Tube Welding:
If you are designing parts or assemblies that will use our welding square tube steel service, following these guidelines will reduce cost and improve quality.
Wall thickness selection: Minimum 1.5mm for light duty frames under 200 pounds load, 3mm for structural applications up to 1000 pounds.
Joint access: Ensure welding torch can reach all sides of every joint without obstructions from other tubes or hardware.
Gap control: Design tube ends to fit with 1/16 inch gap maximum for MIG and TIG welding square tube steel.
Drain holes: Add small 1/4 inch diameter holes at low points if sealed tube assemblies will be used outdoors to prevent water accumulation.
Material specification: Clearly state 304, 316, or 409 stainless for every welding square tube steel order.
Avoid sharp internal corners: Radius inside corners of cutouts to at least 1/8 inch to reduce stress concentration.
Consider fixturing points: Add small temporary tabs or holes for fixturing during welding square tube steel that can be removed afterward.
We offer free design reviews for all potential customers. Send us a drawing or CAD file of your assembly, and we will suggest improvements to reduce welding cost, minimize distortion, and increase strength of your welding square tube steel project.










