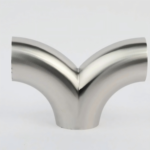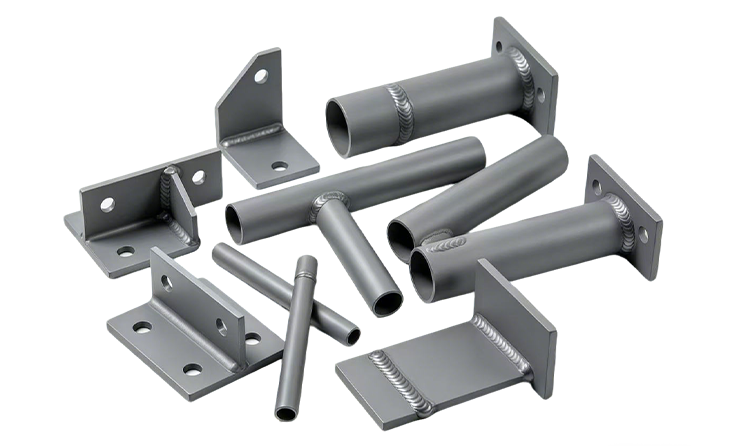
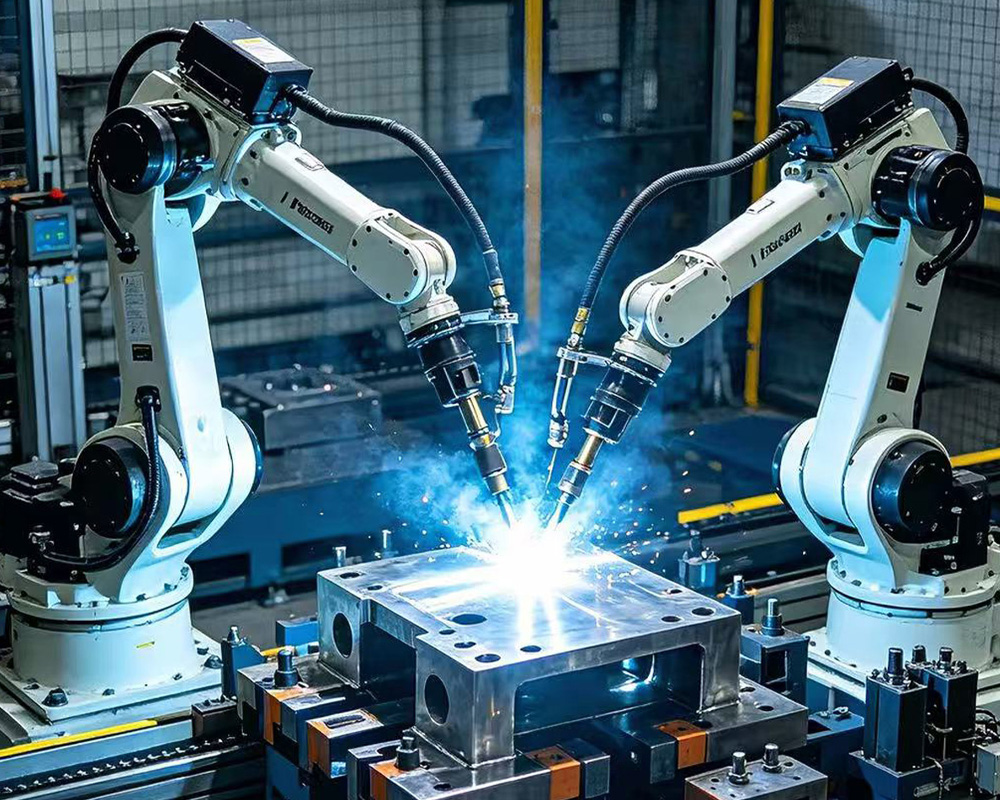
金属焊接
铝和不锈钢的 TIG/MIG 焊接

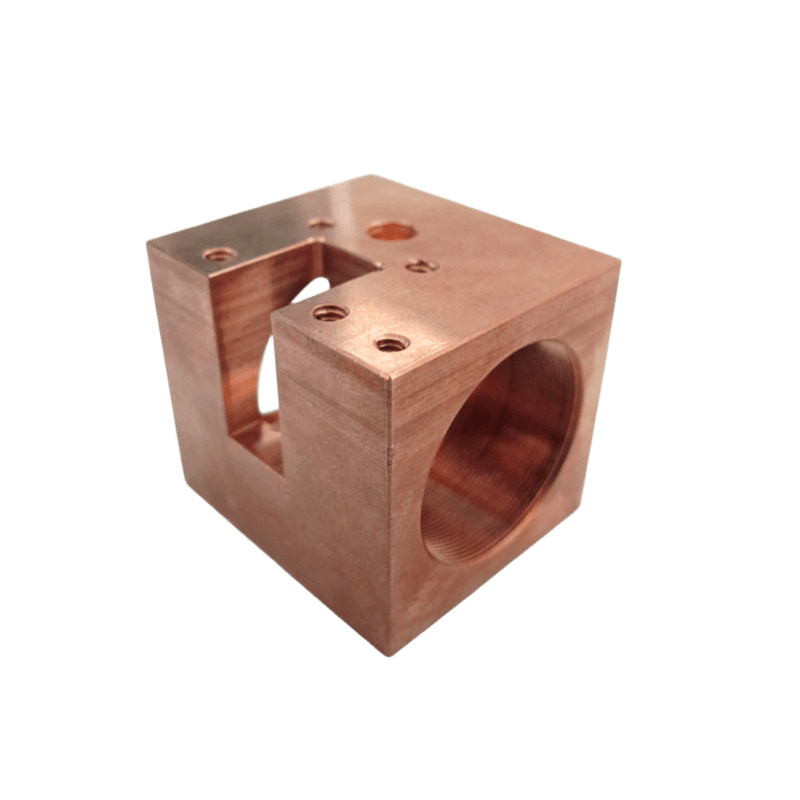
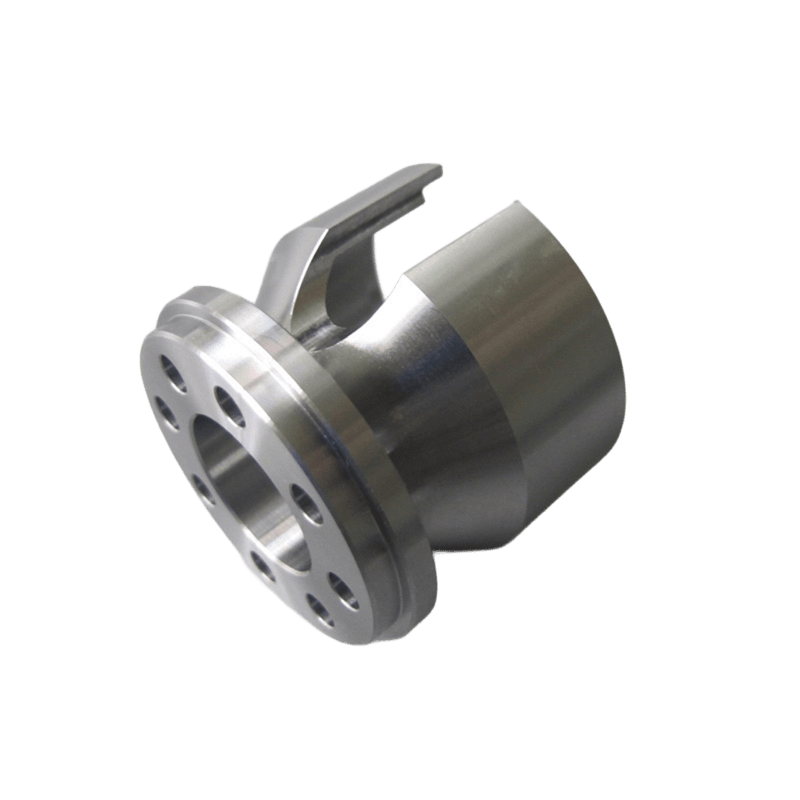
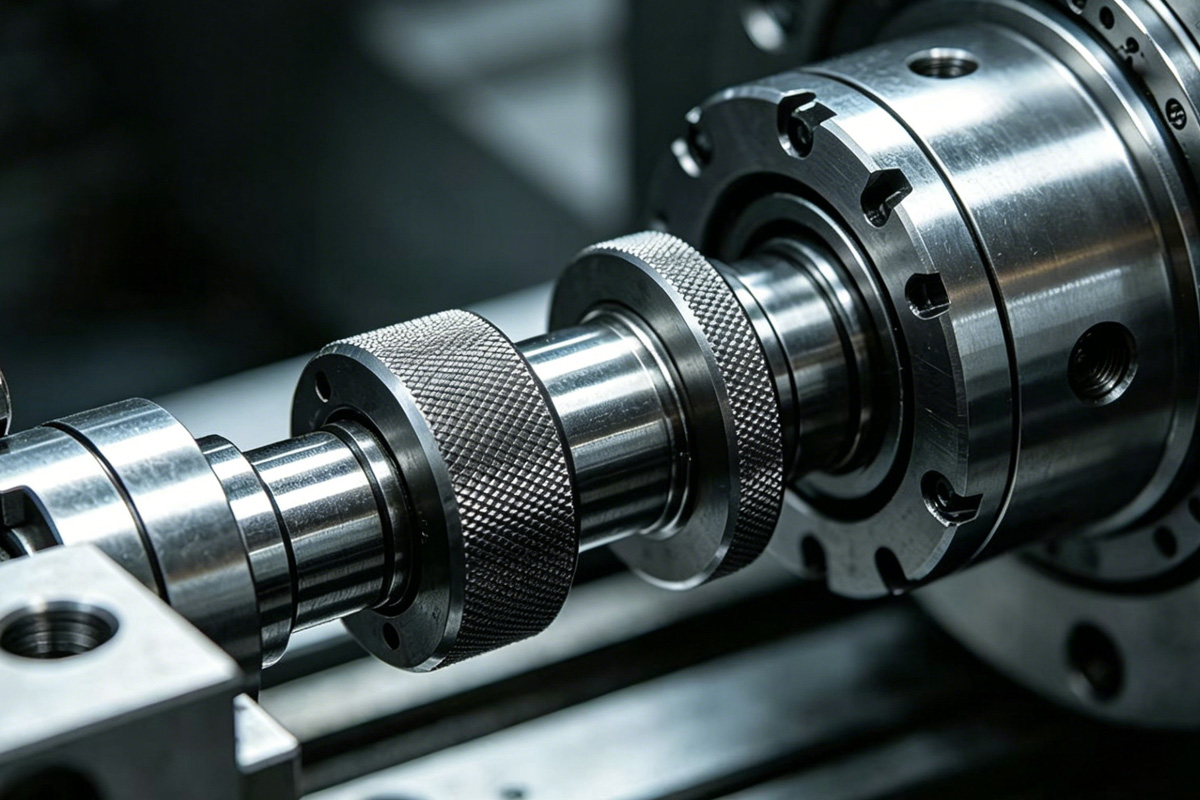
数控加工
铣削、车削和后处理

弯管
定制管材弯曲和成型服务

金属冲压
从原型到批量冲压解决方案












机械加工
Ra 3.2μm(126μin)
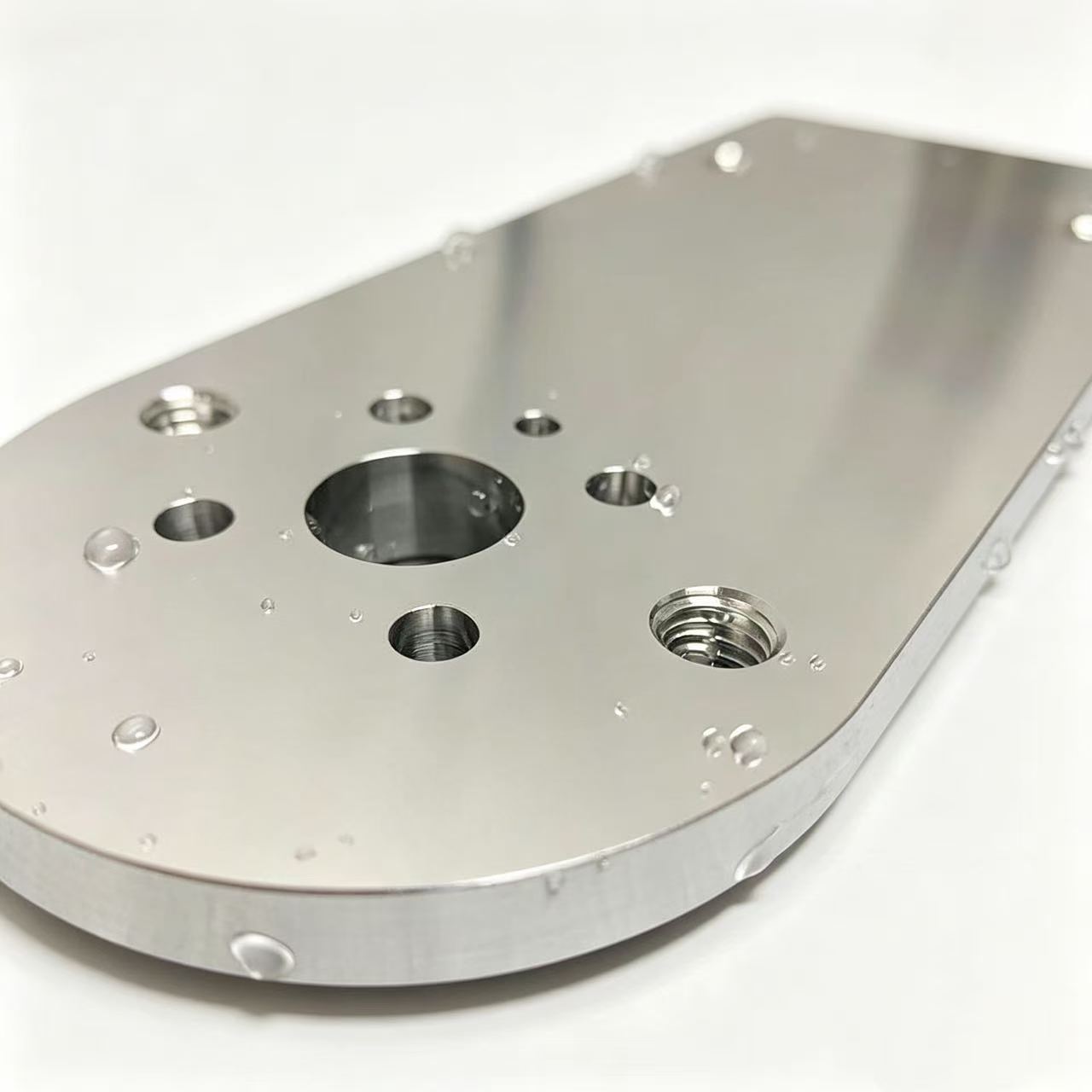
平滑加工
Ra 1.6μm(63μin)

抛光
Ra 0.8μm+

Sand blasting
可变

揉面
去毛刺

阳极氧化 II 型(哑光)
抛珠底座

阳极氧化 II 型(光面)
光滑底座

阳极氧化 III 型(硬涂层)
高磨损

粉末涂层
厚实的结构

黑色氧化物
改装

铬酸盐(碘化铝)
导电

电镀
功能性

DLC 涂层
高级




经验丰富的专业人员
利用我们的专业知识,我们将仔细检查您的零件的可制造性,就材料和设计优化提出建议,并根据您的需求提供降低成本的策略。.
高精度
我们致力于实现一丝不苟的精确度,提供始终符合最严格规格的零件,确保您的项目得到完美执行。.
经济高效的解决方案
通过我们优化的生产流程和严格的成本管理,确保价格经济实惠,质量不打折扣。.

质量保证
我们已通过 ISO 9001:2015 认证,通过 SGS、RoHS 认证、材料真实性和详细的检验报告保证质量,让客户放心。.

卓越的客户服务
我们致力于确保客户获得顺畅的体验,从最初的咨询到交付及后续服务,我们都会提供个性化的服务和支持。.

快速周转时间
对时间要求较高的项目在我们这里表现出色,因为我们可以在不影响数控加工零件的完整性或质量的情况下,迅速完成生产周转。.

山姆
我们的工程团队擅长不锈钢精密焊接和数控加工。我们拥有丰富的船舶、制药和工业管道项目经验,可为您的定制金属零件提供专业的优化设计和工艺解决方案。.
严格的质量控制工作流程
多阶段检验(IQC、IPQC、OQC)确保了 >99% 的验收率和从原型到生产的质量一致性。.
高级计量学
配备有坐标测量机、投影仪和 XRF 光谱仪,可对 ±0.005 毫米的尺寸和材料的真实性进行科学验证。.
完全可追溯性
我们提供完整的数据包:每批货物均附有 FAI 报告、材料证书和 RoHS 合规证书。.
认证合作伙伴
通过 ISO 9001:2015 认证。深受医疗、汽车和机器人行业领导者的信赖。.