For 6061 vs 5052 aluminum welding, the better alloy depends on the finished part. In general, 6061 fits machined structures, frames, brackets, and parts that need stiffness. Meanwhile, 5052 fits formed sheet, marine parts, covers, tanks, and corrosion-resistant assemblies. Therefore, the right choice should connect material, weld access, fixtures, distortion control, inspection, and batch consistency before production starts.
6061 or 5052: Which Alloy Fits the Welded Part?
In most welded aluminum projects, 6061 is the stronger starting point for machined frames, brackets, base plates, and rigid support parts. However, 5052 is often the more practical starting point for sheet metal covers, formed housings, tanks, panels, and wet or marine environments.
As a result, 6061 vs 5052 aluminum welding should not be judged by alloy name only. A factory also needs the drawing, material thickness, weld access, forming route, fixture plan, inspection method, and final surface finish.
From a welding process view, TIG aluminum work needs clean material, stable shielding, and controlled heat input. For process background, Lincoln Electric explains TIG aluminum fundamentals in its TIG welding aluminum guide. In addition, MillerWelds discusses cleaning and heat control in its TIG aluminum guide.
However, production success depends on more than correct welding theory. Therefore, Flow Wing Metal reviews alloy selection together with fixture control, CNC machining needs, bending risk, stamping edges, post-weld inspection, and shipment consistency.
What Project Details Decide the Right Aluminum Alloy?
In real B2B manufacturing, alloy confusion often starts when a drawing only says “aluminum” or lists 6061 and 5052 as optional. At first, this looks flexible. However, it can create different welding routes, forming behavior, filler choices, and inspection standards.
For example, 6061 aluminum welding may suit a machined frame with threaded holes and mounting faces. Still, the heat-affected zone needs attention because the welded area may not behave like the original base material. Therefore, the drawing should show load direction, critical datums, and post-weld dimensions.
By contrast, 5052 aluminum welding often works well for formed sheet and corrosion-resistant parts. It is common in marine aluminum welding, covers, tanks, and panels. However, it may not be the best material for a heavily machined block or a rigid structural base.
When 6061 often makes sense
- Machined brackets, frames, and support structures.
- Parts with holes, slots, threads, or mounting faces.
- Assemblies that need stiffness and clean geometry.
- Welded parts followed by CNC finishing.
When 5052 often makes sense
- Aluminum sheet welding for covers and panels.
- Formed housings, tanks, and enclosure parts.
- Wet, outdoor, or marine service environments.
- Parts where corrosion resistance is a main priority.
6061 vs 5052 Aluminum Welding Decision Table
The table below gives a practical way to compare 6061 vs 5052 aluminum welding before quotation. It is not a replacement for drawing review. However, it helps engineering teams organize the first technical discussion.
| Decision factor | 6061 aluminum welding | 5052 aluminum welding | Factory review point |
|---|---|---|---|
| Main project logic | Machined strength, stiffness, structural support. | Formability, corrosion resistance, sheet behavior. | Match alloy to finished part function. |
| Common welded parts | Frames, brackets, base plates, machined supports. | Covers, tanks, panels, marine parts, formed housings. | Review geometry before choosing material. |
| CNC machining fit | Strong fit for post-weld machining and threaded features. | Usable, but less common for heavy machined structures. | Mark machining after welding on the drawing. |
| Bending and forming | Less forgiving than 5052 in many formed parts. | Better starting point for formed sheet assemblies. | Show bend radius, direction, and surface side. |
| Corrosion exposure | Good for many uses, but not always the main reason to choose it. | Strong option for wet and marine environments. | State exposure conditions in the RFQ. |
| Batch consistency | Needs stable fixtures and weld sequence. | Needs flatness control and clean sheet handling. | Confirm first article checks before full production. |
For projects that combine welding and machining, the Flow Wing Metal product cases page helps compare welded frames, base plates, pipe assemblies, CNC parts, and stamped metal parts in one place.
Common Selection Mistakes That Create Welding Problems
First, some drawings choose 6061 because it is familiar. However, 6061 is not always the best aluminum alloy for welded parts. If the part is mainly a formed cover, tank, or thin sheet assembly, 5052 may reduce forming and corrosion concerns.
Second, weld location is often added too late. As a result, a welded joint may sit close to a high-stress area, a cosmetic surface, or a critical datum. A small design change can sometimes move the weld to a more stable area.
Third, surface finish is sometimes discussed after welding. However, brushing, polishing, anodizing, powder coating, and paint can make small weld defects more visible. Therefore, visible weld expectations should be included in the RFQ.
- Do not choose the alloy only by strength on a material sheet.
- Do not ignore bend direction, bend radius, and formed sheet behavior.
- Do not place tight tolerance holes too close to heavy weld heat without review.
- Do not approve a sample before checking post-weld flatness and fit.
- Do not delay leak testing until after coating or final assembly.
Inspection Points for Weld Quality, Flatness, and Batch Consistency
A reliable aluminum welding supplier should not only show a clean bead. Instead, the quality plan should connect the drawing, part function, alloy behavior, weld access, fixture strategy, and final inspection.
Step-by-step inspection flow
- Review the drawing. First, confirm weld locations, critical dimensions, visible faces, and revision level.
- Confirm the material. Next, check whether the part uses 6061, 5052, tube, sheet, plate, or extrusion.
- Check fit-up. Then, inspect edge quality, joint gaps, bend accuracy, and fixture contact points.
- Control cleaning. Also, remove oil, oxide, coolant, dust, and moisture near the weld zone.
- Plan the weld sequence. After that, balance heat input to reduce twist, bow, and local pull.
- Inspect weld appearance. Look for cracks, porosity, undercut, overlap, soot, and inconsistent bead shape.
- Measure after welding. Finally, check flatness, hole position, squareness, sealing faces, and assembly fit.
For sealed assemblies, visual inspection alone is not enough. Therefore, leak testing should be added when the part must hold air, water, coolant, oil, or other fluids. For frame parts, dimensional inspection after cooling is usually more useful than checking only before welding.

From Prototype Review to Repeatable Aluminum Welding Production
Flow Wing Metal supports custom precision metal welding, CNC machining, pipe bending, metal stamping, and related fabrication services. Therefore, a welded aluminum project can be reviewed as a complete part, not only as a weld bead.
For prototypes, the main goal is to find manufacturing risk early. For example, a sample can reveal limited torch access, unexpected sheet movement, trapped machining oil, poor bend recovery, or a tolerance that should be measured after welding.
For small batches, repeatability becomes more important. Fixtures, tack positions, weld sequence, cooling time, and inspection points should follow the approved sample. Meanwhile, CNC machining can finish critical holes or faces after welding when the drawing requires it.
For production runs, process consistency matters most. In this stage, the main TIG aluminum welding service page is the right path for welded aluminum assemblies that need stable shop-floor control.
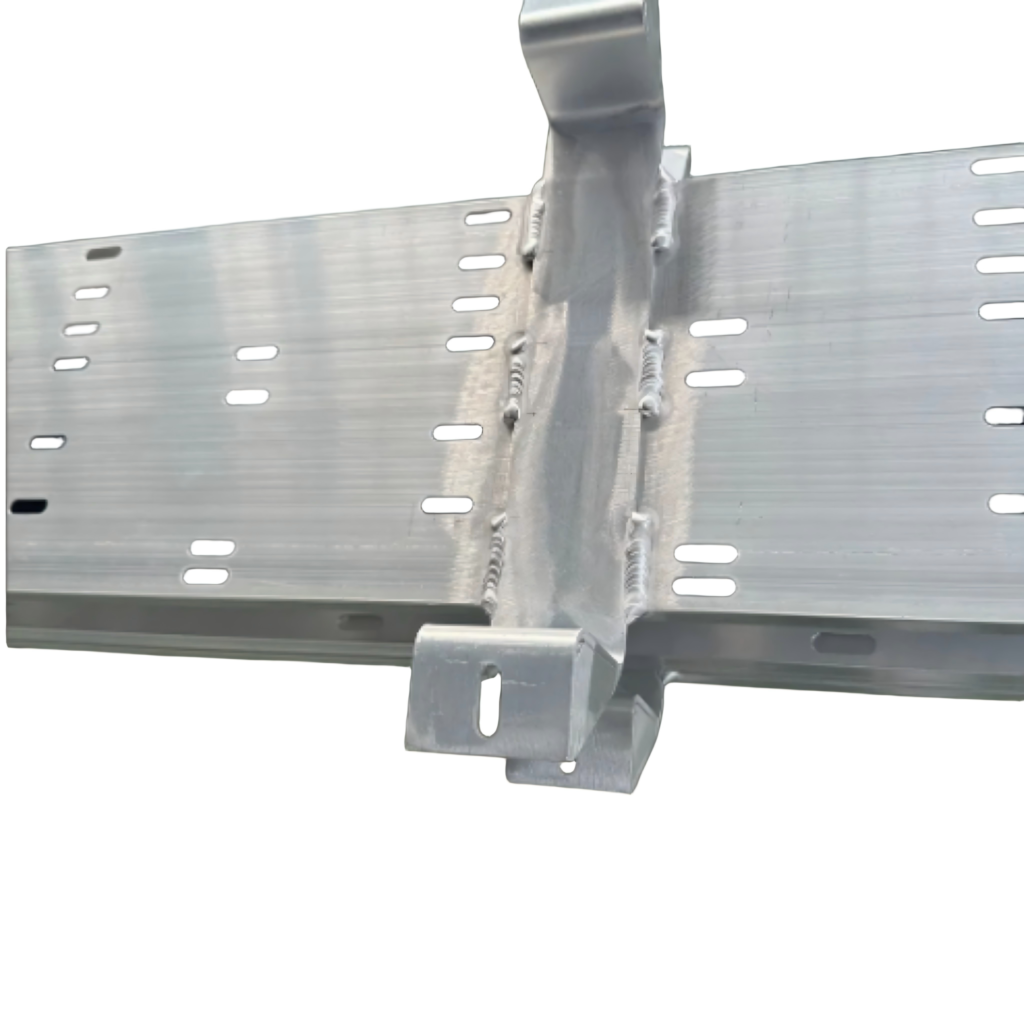
Aluminum Base Plate
Useful for reviewing weld quality, flatness, hole position, and coating requirements.
View Aluminum Base Plate
Welded Aluminum Frame
Useful for frame squareness, fixture control, welding sequence, and batch inspection.
View Welded Aluminum Frame
Aluminum Pipe Fabrication
Useful for bend radius, trim accuracy, weld access, and leak-related requirements.
View Aluminum Pipe FabricationChoose 6061 or 5052 by Part Function
This part-function guide keeps 6061 vs 5052 aluminum welding focused on production reality. In short, the better material is the one that supports the part function, inspection method, and process route.
| Project condition | Better starting point | Reason |
|---|---|---|
| Welded frame with CNC holes or threaded features | 6061 | It fits structural machining logic and post-weld finishing. |
| Formed sheet cover or enclosure | 5052 | It usually supports sheet forming and corrosion resistance better. |
| Marine aluminum welding or wet exposure | 5052 | 5052 corrosion resistance is often the stronger reason to choose it. |
| Base plate or bracket with mounting faces | 6061 | It works well when stiffness and machining features lead the design. |
| Thin aluminum sheet welding | 5052 | It is often more practical for formed sheet assemblies. |
| Cosmetic visible welds | Drawing review needed | Alloy, filler, bead position, and finish requirements all matter. |
Therefore, 6061 is often better when machined strength and stiffness lead the design. Meanwhile, 5052 is often better when forming, corrosion resistance, and sheet behavior lead the design.
What to Prepare Before Requesting a Welding Quote
A strong RFQ helps the factory quote the real manufacturing route. Without clear details, a quote may only cover welding time. However, the part may also need fixture design, CNC machining, bending, stamping, leak testing, surface finishing, and careful packaging.
Send these technical files
- 2D drawing with tolerances and weld symbols.
- 3D file when formed or machined geometry matters.
- Material grade, such as 6061 or 5052.
- Sheet, plate, tube, or extrusion thickness.
- Prototype, pilot batch, and production quantity.
Explain these production needs
- Critical dimensions after welding.
- Surface finish, coating, brushing, or polishing needs.
- Application environment and corrosion exposure.
- Leak testing, dimensional report, or first article needs.
- Packaging or assembly requirements.
In addition, notes such as “cosmetic weld required,” “do not grind this face,” or “machining after welding allowed” can prevent wrong assumptions. As a result, the quotation becomes more accurate and production risk becomes easier to control.
Related Aluminum Welding and Fabrication Resources
The pages below help move from material comparison to the next practical step. Each link supports a different part of the quotation path.
Use this page when the part needs precision aluminum welds, stable heat control, and fixture planning.
Related article How to Avoid Aluminum Weld PorosityUseful when the project has sealed joints, visible welds, or strict inspection requirements.
Related article Why Aluminum Welding Turns BlackUseful when cleaning, oxide control, shielding, and cosmetic weld appearance need review.
FAQ
What materials can Flow Wing Metal process?
Flow Wing Metal works with aluminum, stainless steel, titanium, carbon steel, copper, and alloy materials for custom welded and machined parts. In aluminum projects, 6061 and 5052 are common discussion points because they support different design goals.
How do I request a quote?
Prepare drawings, material grade, quantity, tolerances, surface finish, and application requirements. Then send the information through the 联系我们 page. If the part includes sealed areas or cosmetic welds, include those notes in the message.
Can one supplier handle welding, CNC, bending, and stamping?
Yes, one qualified fabrication supplier can handle welding, CNC machining, bending, and stamping when the drawing, process route, fixtures, and inspection plan are aligned. This is useful when a welded aluminum part also needs machined holes, bent tubes, stamped plates, or finished assemblies.
What quality checks should engineering teams request?
Useful checks include material confirmation, fit-up review, weld visual inspection, dimensional inspection, flatness check, leak testing when needed, and first article approval. For production batches, the same inspection points should follow the approved sample.
Is 6061 aluminum welding better than 5052 aluminum welding?
Not always. 6061 aluminum welding is often better for machined structural parts, brackets, frames, and base plates. However, 5052 aluminum welding is often better for formed sheet, corrosion-resistant covers, tanks, and marine parts.
Is 5052 a good choice for marine aluminum welding?
Yes, 5052 is often a strong starting point when corrosion resistance is important. Still, joint design, cleaning, weld access, fixture control, and inspection requirements should be reviewed before production.
Can welded aluminum parts be CNC machined after welding?
Yes, post-weld CNC machining can finish holes, slots, sealing faces, and mounting surfaces. However, this requirement should be shown on the drawing so the factory can quote the correct process route.
Final Recommendation: Match the Alloy to the Complete Manufacturing Process
In conclusion, 6061 vs 5052 aluminum welding is not only a material comparison. It is a manufacturing decision that connects alloy behavior, joint design, fixture control, distortion risk, inspection, finishing, and batch consistency.
For the next RFQ, prepare drawings, material grade, quantity, tolerances, surface treatment, application environment, and inspection requirements. Then Flow Wing Metal can review the welding route together with CNC machining, bending, stamping, and production planning.
- First, mark weld locations, critical dimensions, and visible surfaces on the drawing.
- Next, decide whether stiffness, corrosion resistance, forming, or machining leads the design.
- Finally, send the RFQ details for a practical process review before production starts.









