


EV Battery Tray Revolutionary Welding for Leak Proof Enclosures
EV Battery Tray Welding Service provides leak proof, high strength enclosure fabrication using a 3 stage process, ensuring safety, durability, and precision for EV applications.
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
Why the Support Structure Matters More Than You Think?
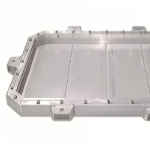
EV Battery Tray does more than just hold batteries. It serves as the primary structural link between the battery pack and the vehicle chassis. In a collision, the tray must absorb impact energy without damaging the cells. Over hundreds of thousands of miles, it must resist fatigue cracking at weld joints. Throughout its service life, it must also maintain dimensional stability across a wide temperature range to ensure battery safety, reliability, and long-term performance.
A poorly fabricated support structure can lead to cell misalignment, which causes uneven charging and reduced pack life. Worse, weld defects can create stress risers that crack over time. For this reason, automotive engineers specify rigorous testing protocols for every welded assembly. Our process is designed to pass those tests on the first attempt.
We have seen how the industry is evolving. Early EV battery trays were often overbuilt using thick plate. Today’s designs use thinner gauges with strategic reinforcement ribs. This approach reduces weight but places greater demands on welding precision. Our experience with these thin-wall structures allows us to join 1.5mm to 4mm aluminum sheet without burn-through or excessive distortion.

Aluminum Alloys We Work With:
Different battery tray applications require different alloys. We regularly weld the following materials.
5052 Aluminum – Excellent corrosion resistance and formability. Common for tray floors and internal partitions. Welds well with 5356 filler.
6061 Aluminum – Higher strength than 5052. Used for perimeter frames and mounting brackets. Requires 4043 or 5356 filler depending on post-weld heat treatment requirements.
5083 Aluminum – Marine grade alloy with superior corrosion resistance. Specified for off-highway and heavy-duty EV applications such as commercial trucks and construction equipment.
3003 Aluminum – Good formability for complex tray geometries. Often used in prototype and low-volume production trays.
For each project, we select filler metal based on the base alloy and service requirements. We also maintain material certifications for all incoming stock, providing full traceability when required.
Welding Processes for EV Battery Trays:
We use three primary welding methods depending on material thickness, joint configuration, and production volume for EV Battery Trays.
Pulsed MIG Welding – Our primary process for production runs. Pulsed spray transfer reduces heat input by 30 to 40 percent compared to conventional MIG. This is critical for thin-wall EV battery tray components because excessive heat causes warping. Typical parameters range from 180 to 240 amps with 1mm 5356 wire. Travel speed reaches 20 to 30 inches per minute on straight seams.
AC TIG Welding – Used for complex geometries, tight access areas, and prototype work. TIG gives the welder fine control over the puddle, making it ideal for corner joints and short stitch welds. We use 3/32 inch ceriated tungsten and 4043 filler rod. This method is slower but produces the highest cosmetic quality.
Laser Welding – For extremely thin materials under 1.5mm and for hermetic seal applications. Laser welding creates narrow, deep penetration with minimal heat affected zone. We use this process for EV battery tray components that require zero porosity and vacuum-tight seams.
We also offer robotic welding for high-volume contracts. Automated systems ensure consistent travel speed and arc length across hundreds of identical trays.
Joint Design and Edge Preparation:
Proper joint design is essential for structural integrity. We work with your engineering team to optimize weld configurations for manufacturability.
Butt Joints – Used for floor panel splices and frame extensions. For EV battery tray applications on thin sheet, we specify a zero to 0.5mm gap with a copper backing bar to prevent drop-through.
Corner Joints – Common at the junction between tray floor and side walls. We recommend a fillet weld on the inside corner with full penetration. For leak-proof requirements, we also weld the outside corner.
Lap Joints – Used for reinforcement rib attachment. Lap joints are easier to fit but add double thickness. We keep lap welds short and intermittent to reduce weight.
T Joints – For cross members and support brackets. We bevel the vertical member when thickness exceeds 3mm to ensure root fusion.
For all EV battery tray welding, we insist on clean, oxide-free edges. Our CNC router and water jet produce burr-free cuts that require minimal hand preparation.
Distortion Control for Large Trays:
A battery tray for a passenger EV can measure 48 inches by 60 inches or more. Welding long seams on thin aluminum sheet creates significant thermal stress. Without proper control, the finished tray can bow or twist beyond acceptable tolerances.
Our distortion control methods include the following.
Backstep Welding – We weld short 2 inch segments in reverse order along the seam. This distributes heat more evenly than continuous welding.
Strongback Fixtures – Our tooling tables have slotted holes and clamps that allow the aluminum to expand and contract laterally while preventing out-of-plane distortion.
Chill Bars – Copper or aluminum blocks placed behind the weld zone extract excess heat. For EV battery tray production, we use water-cooled chill bars on long straight seams.
Pulsed Parameters – Low heat input welding reduces total thermal energy by up to 40 percent compared to conventional settings.
Post-Weld Planishing – Light hammering along the weld line relieves residual stress and improves flatness.
Using these techniques, we hold flatness to within 1/16 inch over 8 feet for most EV battery tray assemblies.


Leak Testing and Quality Assurance:
Battery trays for many EV applications must be watertight and sometimes airtight. Moisture ingress can cause short circuits and corrosion. For this reason, we offer multiple levels of leak testing.
Visual and Dimensional Inspection – Every weld receives visual inspection for cracks, porosity, and undercut. We also verify overall dimensions against CAD data.
Dye Penetrant Testing – Reveals surface-breaking defects that are invisible to the naked eye. Used on all structural welds for automotive applications.
Helium Leak Testing – The tray is evacuated and sprayed with helium while a mass spectrometer detects any leakage. Sensitivity down to 1×10^-6 standard cubic centimeters per second. This is the gold standard for EV battery tray sealing verification.
Water Immersion Testing – A practical alternative for non-critical applications. The tray is pressurized with air and submerged to check for bubble streams.
Radiographic Testing – X-ray inspection for internal weld defects. Required for some aerospace and heavy-duty EV contracts.
We retain all test records for a minimum of 10 years. Upon request, we provide a certified quality report for each production batch.
Post-Weld Processing Options:
After welding, many EV battery tray assemblies require additional processing before they are ready for cell installation.
Heat Treating – For 6061 trays, we offer T6 solution heat treatment and aging. This restores the alloy’s original strength after welding. Our furnace accommodates trays up to 84 inches long.
Straightening – For trays that show minor distortion, we use hydraulic presses and straightening fixtures to restore flatness to within 0.030 inches.
Surface Finishing – We offer abrasive blasting, chemical brightening, and powder coating. For trays that will be bonded to battery modules, we mask weld areas to maintain electrical conductivity.
CNC Trimming – After welding, we can drill mounting holes, cut access ports, and machine sealing grooves to final tolerance.
Common Applications and Industries:
Our EV battery tray welding service serves multiple market segments.
Passenger EV OEMs – Production trays for high-volume electric vehicles. Tight tolerances and rapid turnaround required.
Commercial EV Manufacturers – Delivery vans, buses, and work trucks. Larger tray sizes with heavier gauge material.
Off-Highway EVs – Agricultural equipment, forklifts, and construction machinery. Extreme durability and corrosion resistance required.
Aftermarket EV Conversions – Custom trays for classic car conversions and specialty vehicles. Low volume with complex geometries.
Stationary Energy Storage – Battery racks for solar storage and grid backup applications. Less stringent weight requirements but high reliability needed.
For each sector, we adjust material selection, weld schedules, and testing protocols accordingly.











