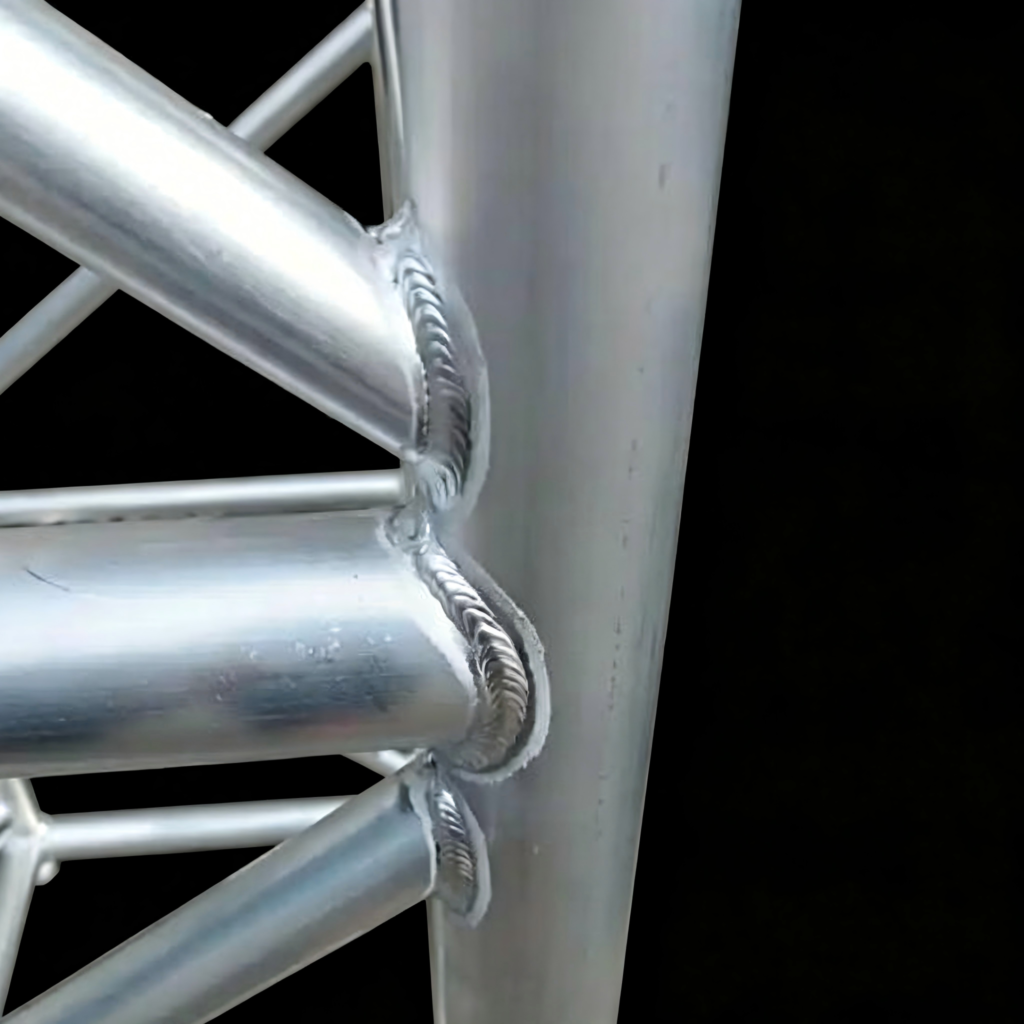



Servicio de soldadura en ángulo con TIG para tubos redondos de grado 1 de 8 pulgadas, destinado a estructuras de alta resistencia
Solicitar un presupuesto
Ingrese la cantidad que necesita y añádala a su lista de cotizaciones para solicitar precios.
Detalles del producto
Soldadura TIG profesional de tubos redondos para cuadros de bicicleta, chasis de motocicleta, barandillas marítimas y aplicaciones estructurales. Penetración total. Baja distorsión. Soldadores certificados.
¿Por qué es difícil soldar tubos redondos?
Comprender la geometría explica por qué la soldadura TIG de tubos redondos requiere técnicas especiales. A diferencia de lo que ocurre con las placas planas, en las que el ángulo de la antorcha permanece constante, la soldadura TIG de tubos redondos exige un ajuste constante. A medida que se realiza la soldadura TIG de un tubo redondo a lo largo de su circunferencia, la antorcha debe girar, inclinarse y modificar el ángulo de desplazamiento continuamente.
Otro reto en la soldadura TIG de tubos redondos es la distribución del calor. Al soldar un tubo redondo con TIG, el calor se transmite en dos direcciones a lo largo de la circunferencia y en una sola dirección a lo largo de la longitud. En el caso de tubos de pared delgada, de menos de 0,065 pulgadas, el calor puede propagarse a lo largo de todo el diámetro durante la soldadura TIG, lo que provoca que el lado opuesto se ablande o se derrita.
El ajuste también es fundamental en la soldadura TIG de tubos redondos. Dos tubos redondos que se unen en ángulo requieren un corte a medida o un corte en inglete preciso antes de la soldadura TIG. Una holgura de tan solo 0,020 pulgadas en un lado durante la soldadura TIG de tubos redondos puede provocar un quemado o una falta de fusión. Nuestro proceso de soldadura TIG de tubos redondos incluye una verificación minuciosa del ajuste antes de encender el arco.
Por último, el baño de fusión en la soldadura TIG de tubos redondos se comporta de manera diferente. La gravedad empuja el metal fundido hacia abajo durante la soldadura TIG de tubos redondos. En un tubo horizontal que gira lentamente, el soldador que realiza la soldadura TIG de tubos redondos debe ajustar la intensidad de la corriente para compensar el hundimiento del baño de fusión. En un tubo fijo, es necesario realizar la soldadura TIG de tubos redondos en posición elevada.


Diámetros y espesores de pared de los tubos:
Nuestro servicio de soldadura TIG de tubos redondos abarca una amplia gama de tamaños.
De 0,5 a 1 pulgada de diámetro – Tubos pequeños para cuadros de bicicleta, barandillas y conductos de instrumentación. Espesor de pared de 0,035 a 0,083 pulgadas. Soldamos a una intensidad de 35 a 60 amperios con un material de aportación de 1/16 de pulgada.
De 2,5 a 3,8 cm de diámetro – Norma para bastidores de motocicletas, jaulas de seguridad y muebles. Espesor de pared de 0,049 a 0,120 pulgadas. Parámetros de 50 a 90 amperios.
De 1,5 a 2,5 pulgadas de diámetro – Barandillas marítimas, elementos arquitectónicos y componentes estructurales. Espesor de pared de 0,083 a 0,188 pulgadas. Soldamos a una intensidad de 80 a 140 amperios con un material de aportación de 3/32 pulgadas.
De 2,5 a 4 pulgadas de diámetro – Estructuras de alta resistencia, secciones de pluma y equipos industriales. Espesor de pared de 0,125 a 0,375 pulgadas. Técnica de varias pasadas con relleno de 1/8 de pulgada.
De 10 a 15 cm de diámetro – Elementos estructurales de gran tamaño, recipientes a presión y componentes navales pesados. Espesor de pared de 0,250 a 0,500 pulgadas. Utilizamos un precalentamiento a 200 °F y múltiples pasadas.
Para cada tamaño, nuestro procedimiento de soldadura TIG de tubos redondos especifica los parámetros exactos, la aleación de relleno y la secuencia de pasadas.
Aleaciones de aluminio para tubos redondos:
Las diferentes aleaciones de tubos requieren enfoques distintos.
6061-T6 – La aleación más común para tubos estructurales. Ofrece una resistencia y soldabilidad excelentes. Se utiliza para cuadros de bicicletas, cuadros de motocicletas y aplicaciones estructurales. Utilice el material de relleno 4043 para trabajos generales o el 5356 para una mayor resistencia al cizallamiento.
6063-T5 – Aleación para tubos extruidos con un acabado superficial superior al del 6061. Se utiliza para barandillas arquitectónicas, pasamanos y aplicaciones decorativas. Utilizar material de relleno 4043.
5083 – Aleación de grado marino con excelente resistencia a la corrosión. Se utiliza para barandillas de embarcaciones, conductos de combustible y aplicaciones en agua salada. Utilice el material de relleno 5356.
3003 – Aleación de uso general con buena conformabilidad. Se utiliza para aplicaciones de baja tensión, como conductos y tuberías no estructurales. Utilice material de relleno 4043.
7075 – Aleación de alta resistencia, pero muy difícil de soldar. Se agrieta bajo tensión térmica. Por lo general, desaconsejamos la soldadura TIG de tubos redondos fabricados en 7075.
Nuestros técnicos especializados en la soldadura TIG de tubos redondos eligen el metal de aporte en función de la aleación base y los requisitos de uso.
Configuraciones de juntas para tubos:
Los tubos redondos requieren diseños de unión específicos.
Unión a tope – Dos extremos de tubo que se unen a tope. Se utiliza para alargar tubos o unir secciones rectas. Requiere una alineación perfecta y un espacio mínimo. Para espesores de pared inferiores a 0,125 pulgadas, no se necesita bisel. Para paredes más gruesas, se debe añadir un bisel de 30 grados.
Junta de manguito – Un tubo más pequeño insertado dentro de otro más grande. Se utiliza para uniones estructurales en las que la resistencia es fundamental. El tubo interior debe sobresalir al menos dos diámetros dentro del tubo exterior.
Unión en forma de silla de montar – Extremo de un tubo cortado para encajar en el flanco de otro tubo. Es habitual en la fabricación de cuadros de bicicletas y motocicletas. Requiere un corte preciso mediante una cortadora de tubos o mecanizado CNC.
Unión en filete – Dos tubos que se unen en ángulo sin reborde. La intersección crea una forma de redondeo natural. Se utiliza para barandillas y estructuras menos críticas.
Unión en T – Un tubo más pequeño que se cruza con uno más grande. Se utiliza en jaulas antivuelco y estructuras espaciales. Requiere un ensamblaje minucioso y, en ocasiones, un collarín de refuerzo.
En todos los proyectos de soldadura TIG de tubos redondos, verificamos el ajuste mediante calibres y plantillas antes de soldar.
Posiciones y rotación en la soldadura:
La soldadura de tubos se puede realizar en varias posiciones.
Posición girada – El tubo se coloca en un posicionador o torno que gira lentamente mientras el soldador mantiene la antorcha fija. Este es el método ideal, ya que el soldador siempre trabaja en posición horizontal. Utilizamos posicionadores de velocidad variable para toda la soldadura de tubos en producción.
Horizontal fijo – El tubo se sujeta en posición horizontal y no se puede girar. El soldador trabaja a lo largo de toda la circunferencia, soldando en posición invertida en la parte inferior y en posición vertical en los lados. Esto requiere mayor destreza, pero a veces es necesario para ensamblajes de gran tamaño.
Fija vertical – El tubo se sujeta en posición vertical. Las soldaduras se realizan en posición horizontal, lo cual resulta más fácil que en posición invertida.
En nuestro servicio de soldadura TIG de tubos redondos, preferimos la posición girada siempre que sea posible. De esta forma se obtienen soldaduras más uniformes y se minimiza la deformación.
Control de distorsión para válvulas:
Los conjuntos de tubos pueden torcerse, combarse o acortarse debido a la contracción de la soldadura. Un bastidor de 48 pulgadas de largo puede desviarse 1/4 de pulgada de su alineación si no se controla adecuadamente.
Nuestros métodos para la soldadura TIG de tubos redondos incluyen lo siguiente.
Secuencia de soldadura – En el caso de una unión de varios tubos, soldamos siguiendo una secuencia que compensa la contracción térmica. Por ejemplo, en una unión en T, soldamos primero los dos lados del tubo vertical y luego la parte superior.
Soldadura por puntos – Utilizamos cuatro puntos de soldadura distribuidos equitativamente a lo largo de la circunferencia. Los puntos miden entre 1/4 y 1/2 pulgada de largo. Tras la soldadura de puntos, se comprueba la alineación del conjunto.
Soldadura por retroceso – En las uniones largas, soldamos segmentos de 1 pulgada en orden inverso alrededor del tubo.
Soporte de cobre – En el caso de los tubos de pared delgada, insertamos una pastilla de cobre dentro del tubo, detrás de la zona de soldadura. El cobre absorbe el exceso de calor y evita que se queme el material.
Interpass Cooling – Entre cada pasada de soldadura, enfriamos el tubo con aire comprimido o con un trapo húmedo.
Mediante estas técnicas, mantenemos la alineación de los tubos con una precisión de 0,030 pulgadas por pie en la mayoría de los proyectos de soldadura TIG de tubos redondos.
Preparación y limpieza de superficies:
La limpieza es fundamental en la soldadura de tubos. El óxido de aluminio, los aceites de corte y la suciedad provocan defectos en la soldadura.
Nuestro proceso de limpieza para la soldadura TIG de tubos redondos incluye lo siguiente.
Desengrasado – Limpiamos la zona de soldadura con acetona. En el caso de tubos largos, es posible que enjuaguemos el interior con disolvente.
Abrasión mecánica – Un cepillo de acero inoxidable especial para aluminio elimina la capa de óxido. Para las superficies interiores, utilizamos almohadillas abrasivas en una amoladora.
Preparación de los bordes – Los extremos cortados de los tubos se desbarban por dentro y por fuera. Para las uniones biseladas, utilizamos una fresa de carburo o una lijadora de banda.
Transición final – Un paño limpio que no suelte pelusa, humedecido con acetona, elimina cualquier partícula restante.
Realizamos la soldadura en un plazo de 4 horas tras la limpieza. Pasadas las 4 horas, la capa de óxido comienza a formarse de nuevo. Para aplicaciones críticas de soldadura TIG en tubos redondos, también purga el interior del tubo con argón para evitar la formación de residuos en la superficie interior.
Usos habituales:
Nuestro servicio de soldadura TIG de tubos redondos da soporte a numerosos sectores.
Cuadros de bicicleta – Bicicletas de carretera, de montaña, tándem y de carga personalizadas. Los tubos de pared delgada de aleación 6061 o 7005 requieren un control preciso de la temperatura.
Chasis de motocicleta – Cuadros personalizados para motos chopper, motos café racer y motos de cross, así como basculantes. La integridad estructural es fundamental.
Barandillas marinas – Barandillas para embarcaciones, líneas de seguridad, estructuras de torres de pesca y techos en forma de T. Tanto la resistencia a la corrosión como el aspecto estético son importantes.
Barandillas arquitectónicas – Barandillas de escaleras, barandillas de balcones y barandillas de seguridad. Soldaduras limpias aptas para el recubrimiento en polvo.
Jaulas antivuelco – Vehículos todoterreno, autos de carreras y vehículos utilitarios. Soldaduras de penetración total con inspección por penetración de tinte.
Equipos industriales – Bastidores para cintas transportadoras, protecciones para máquinas, estructuras para la manipulación de materiales y plataformas de trabajo.
Muebles – Sillas, mesas, estructuras y expositores de aluminio. Soldaduras estéticas pulidas y abrillantadas.
Para cada aplicación, adaptamos nuestro procedimiento de soldadura TIG de tubos redondos a fin de cumplir con los requisitos de resistencia, aspecto y dimensiones.











