


Raccord de tuyau en té de type Y de haute qualité, service de soudage expert, solution de fabrication sur mesure en 24 heures
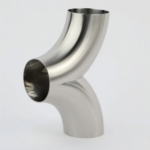
Raccord de tuyauterie en Y de type té conçu pour une division de flux fluide dans les systèmes de tuyauterie. La construction soudée garantit une résistance élevée, une étanchéité et des performances fiables dans les applications industrielles.
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
Raccord de té en Y pour soudage et cintrage de tuyaux. Angles de branchement 45°/60°, extrémités à souder bout à bout, acier au carbone et acier inoxydable. Guide technique inclus.
Qu'est-ce qu'un raccord de té en Y ?
Un raccord de té en Y est un raccord à trois voies où la ligne de branchement rejoint la conduite principale à un angle aigu. Le nom “ té en Y ” vient de sa ressemblance avec la lettre Y. La ligne principale reste droite ou légèrement courbée, tandis que la ligne de branchement part à un angle compris entre 45° et 60°, selon la norme. Cette géométrie rend le raccord de té en Y particulièrement adapté aux applications où un mélange ou une séparation progressive du flux est nécessaire.
Les matériaux courants incluent l'acier au carbone (ASTM A234 WPB), l'acier inoxydable (ASTM A403 WP304/316) et l'acier allié (ASTM A234 WP11/WP22). Les épaisseurs de paroi vont de Sch10 à Sch160, permettant une correspondance avec les tuyaux soudés standard. Les traitements de surface peuvent inclure la peinture noire, la galvanisation ou la passivation par décapage.

Pourquoi choisir un raccord de té en Y plutôt que des tés standard ?
Les raccords de té standard (branchement à 90°) créent des changements brusques de direction du flux, entraînant érosion, cavitation et perte de pression plus élevée. En revanche, le raccord de té en Y offre :
- Une résistance à l'écoulement réduite, améliorant l'efficacité de pompage
- Un risque plus faible d'accumulation de particules solides dans les lignes de boue
- Une meilleure compatibilité avec les tuyaux principaux formés par cintrage
- Un accès plus facile pour le revêtement interne et le raclage dans certaines conceptions
Pour les systèmes soudés, il offre un profil de soudure plus lisse lors de l'assemblage de sections de tuyaux cintrés, en particulier dans les applications de grand diamètre ou à paroi épaisse.
Considérations de soudage :
Le soudage est la méthode d'assemblage la plus fiable pour les systèmes à haute pression et haute température. Lors de son intégration dans une canalisation soudée, plusieurs facteurs doivent être contrôlés.
Préparation du chanfrein et ajustement :
La plupart des extrémités des raccords de té en Y sont chanfreinées selon les normes ASME B16.9 ou B16.25. L'angle du chanfrein (généralement 37,5°) et la face de la racine doivent correspondre au tuyau cintré ou droit de raccordement. Pour les connexions de branchement, un alignement correct des axes des alésages est essentiel. Un désalignement de plus de 1,5 mm peut provoquer une sous-coupe ou un manque de fusion de la soudure.
Procédure de soudage :
Pour le raccord de té en Y en acier au carbone, le soudage SMAW (à l'électrode) ou GMAW (MIG) avec des électrodes E7018 est courant. Les versions en acier inoxydable nécessitent une passe de racine GTAW (TIG) suivie de SMAW ou GMAW, en utilisant des métaux d'apport ER308/316. Le préchauffage n'est pas requis pour l'acier inoxydable austénitique mais peut être nécessaire pour l'acier au carbone d'une épaisseur de paroi supérieure à 25 mm. Le traitement thermique après soudage (PWHT) s'applique aux tés en Y en acier allié.
Inspection des soudures :
Après le soudage d'un raccord de té en Y au tuyau principal et au tuyau de branchement, les essais non destructifs (END) doivent inclure :
- Inspection visuelle pour les fissures de surface
- Ressuage (PT) pour l'acier inoxydable
- Magnétoscopie (MT) pour l'acier au carbone
- Radiographie (RT) ou ultrasons (UT) pour les soudures bout à bout à pleine pénétration
Un raccord de té en Y correctement soudé ne doit présenter aucune porosité, inclusion de laitier ou fusion incomplète à la jonction du branchement.
Intégration avec le cintrage de tuyaux :
De nombreux systèmes de tuyauterie nécessitent des sections cintrées pour contourner les obstacles ou réduire le nombre de raccords. Ce produit fonctionne parfaitement avec les cintrages par induction, les cintrages à froid ou les cintrages à chaud. Voici comment le cintrage affecte la sélection du raccord.
Correspondance du rayon de cintrage :
Lorsqu'un tuyau cintré se connecte à un raccord de té en Y, le rayon de cintrage doit être d'au moins 3D à 5D (où D = diamètre nominal du tuyau). Des rayons plus petits peuvent provoquer une ovalisation à l'extrémité de soudure, rendant l'ajustement difficile. Pour les cintrages serrés, un raccord de té en Y forgé ou sans soudure est préféré aux versions à joint soudé.
Orientation du branchement :
L'angle du branchement d'un raccord de té en Y peut être tourné par rapport au plan de cintrage. Par exemple, un té en Y à 45° installé sur un coude horizontal à 90° crée un décalage tridimensionnel. Cela réduit le besoin de coudes supplémentaires ou de cintrages en onglet personnalisés.
Analyse des contraintes :
Parce qu'un raccord de té en Y introduit une géométrie asymétrique, les contraintes près de la jonction du branchement peuvent être plus élevées que dans les tés droits. Lorsqu'il est combiné avec un tuyau cintré, l'analyse de flexibilité (à l'aide de Caesar II ou AutoPIPE) doit inclure le SIF (facteur d'intensification des contraintes) de l'intersection du té en Y. Des goussets ou un renforcement externe appropriés peuvent être nécessaires pour les applications à fatigue à cycles élevés.


Applications courantes utilisant le raccord de té en Y avec soudage et cintrage :
Les industries qui utilisent fréquemment le raccord de té en Y incluent :
- Conduites de collecte de pétrole et de gaz: Où les lignes latérales rejoignent les lignes principales à faible angle pour minimiser les interférences de raclage.
- Traitement chimique: Pour mélanger deux flux à différentes températures ou viscosités.
- Systèmes d'eau de refroidissement des centrales électriques: Les branchements diagonaux réduisent l'accumulation de débris.
- Construction navale et plates-formes offshore: Les contraintes d'espace nécessitent souvent des combinaisons de tuyaux cintrés et de tés en Y.
- Systèmes d'eau glacée de grande taille pour CVC: Connexions de branchement à faible perte de charge.
Dans chaque cas, les connexions soudées garantissent une étanchéité sans fuite, tandis que le cintrage évite les brides ou raccords supplémentaires.
Comparaison des méthodes de fabrication : raccord de té en Y forgé, sans soudure et soudé
La méthode de production affecte la soudabilité et la compatibilité de cintrage.
- Raccord de té en Y sans soudure (extrudé à partir d'un tuyau ou d'une barre) : Meilleur pour les services à haute pression et corrosifs. Offre une épaisseur de paroi uniforme pour le soudage aux tuyaux cintrés. Plage de tailles généralement jusqu'à DN600.
- Raccord de té en Y soudé (fabriqué à partir de tôle ou de deux tuyaux) : Rentable pour les grands diamètres (au-dessus de DN600). Nécessite une inspection du joint soudé longitudinal avant le soudage final du branchement.
- Raccord de té en Y forgé (martelé ou pressé à partir d'une billette solide) : Utilisé pour les matériaux à paroi épaisse ou fortement alliés. Offre une excellente orientation du flux de grain près du branchement.
Pour la plupart des applications de soudage et de cintrage, les raccords de té en Y sans soudure ou forgés sont préférés en raison de leur métallurgie constante et de leur dilatation thermique prévisible.
Normes dimensionnelles et marquage pour le raccord de té en Y :
Pour garantir un ajustement correct avec les tuyaux cintrés, procurez-vous toujours un raccord de té en Y fabriqué selon :
- ASME B16.9 (raccords à souder bout à bout en métal forgé)
- EN 10253-2 (raccords à souder bout à bout en acier inoxydable)
- MSS SP-75 (raccords en acier au carbone à haute résistance)
Les dimensions à vérifier incluent :
- Dimension centre-à-extrémité pour la branche (généralement mesurée le long de l'axe de la branche)
- Longueur d'extrémité à extrémité de la conduite principale
- Angle de la branche (généralement 45° ou 60°)
- Tolérance d'épaisseur de paroi (±12,5 % selon ASME)
Les marquages doivent inclure la taille nominale, le schedule, le grade du matériau, le numéro de coulée et la désignation raccord en té de type Y ou simplement Y-TEE.











