


高品質Y型ティー管継手 エキスパート溶接サービス 24時間カスタム製造ソリューション
Y型三通管件专为管道系统中平稳分流而设计。焊接结构确保持高强度、防泄漏性能,并在工业应用中实现可靠运行。.
Request a Quote
Enter the quantity you need and add to your quote list for pricing inquiries.
Product Details
Y型三通管件,用于焊接与管道弯曲。支管角度45°/60°,对焊端部,碳钢及不锈钢材质。附技术指南。.
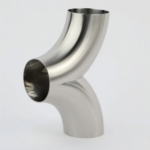
什么是Y型三通管件?
Y型三通管件是一种三端口管件,其支管线以锐角连接主管线。名称“Y型”源于其形状类似字母Y。主管线保持笔直或略微弯曲,而支管线以45°至60°之间的角度分出,具体取决于标准。这种几何结构使Y型三通管件特别适用于需要渐进式流体汇合或分离的应用场景。.
常用材料包括碳钢(ASTM A234 WPB)、不锈钢(ASTM A403 WP304/316)和合金钢(ASTM A234 WP11/WP22)。壁厚等级范围从Sch10到Sch160,可与标准焊接管道匹配。表面处理可包括黑色涂漆、镀锌或酸洗钝化。.

为何选择Y型三通管件而非标准三通?
标准三通管件(90°支管)会造成流体方向突变,导致侵蚀、气蚀和更高的压力损失。相比之下,Y型三通管件具有以下优势:
- 降低流动阻力,提高泵送效率
- 减少浆料管线中固体颗粒积聚的风险
- 与弯曲成型主管道兼容性更佳
- 某些设计中更易于内部衬里和清管器通过
对于焊接系统,在连接弯曲管段时提供更平滑的焊缝轮廓,尤其适用于大直径或厚壁应用。.
焊接注意事项:
焊接是高压和高温系统中最可靠的连接方法。当将其集成到焊接管道中时,必须控制多个因素。.
坡口制备与装配:
大多数Y型三通管件端部按ASME B16.9或B16.25标准进行坡口处理。坡口角度(通常为37.5°)和钝边必须与匹配的弯曲管或直管对齐。对于支管连接,孔中心线的正确对齐至关重要。超过1.5mm的错位可能导致焊缝咬边或未熔合。.
焊接程序:
对于碳钢Y型三通管件,常用SMAW(焊条电弧焊)或GMAW(熔化极气体保护焊)配合E7018焊条。不锈钢版本需要GTAW(钨极氩弧焊)打底焊,随后进行SMAW或GMAW,使用ER308/316填充金属。奥氏体不锈钢无需预热,但壁厚超过25mm的碳钢可能需要。合金钢Y型三通需进行焊后热处理(PWHT)。.
溶接検査:
将Y型三通管件焊接到主管和支管后,无损检测(NDT)应包括:
- 目视检查表面裂纹
- 不锈钢的渗透检测(PT)
- 碳钢的磁粉检测(MT)
- 全熔透对接焊缝的射线检测(RT)或超声检测(UT)
正确焊接的Y型三通管件在支管连接处应无气孔、夹渣或未熔合。.
与管道弯曲的集成:
许多管道系统需要弯曲段以绕过障碍物或减少管件数量。本产品与感应弯曲、冷弯或热弯无缝配合。以下是弯曲对管件选择的影响。.
匹配弯曲半径:
当弯曲管连接到Y型三通管件时,弯曲半径应至少为3D至5D(其中D为公称管道尺寸)。较小的半径可能导致焊接端部椭圆度,使装配困难。对于紧弯曲,首选锻制或无缝Y型三通管件,而非焊接缝版本。.
支管方向:
Y型三通管件的支管角度可相对于弯曲平面旋转。例如,安装在90°水平弯管上的45°Y型三通可形成三维偏移。这减少了额外弯头或定制斜接弯头的需求。.
应力分析:
由于Y型三通管件引入不对称几何结构,支管连接处的应力可能高于直三通。当与弯曲管结合时,柔性分析(使用Caesar II或AutoPIPE)应包括Y型三通交叉点的SIF(应力增强系数)。对于高循环疲劳应用,可能需要适当的加强筋或外部加固。.


使用Y型三通管件(焊接与弯曲)的常见应用:
经常使用Y型三通管件的行业包括:
- 石油・ガス採取ライン:侧线以低角度连接主管线,以最小化清管器干扰。.
- 化学処理:用于混合两种不同温度或粘度的流体。.
- 发电厂冷却水系统:对角支管减少碎屑积聚。.
- 造船和海上平台:空间限制通常需要弯曲管与Y型三通组合。.
- HVAC大型冷冻水系统:低压降支管连接。.
在每种情况下,焊接连接确保防漏性能,而弯曲避免了额外的法兰或接头。.
制造方法比较:锻制、无缝和焊接Y型三通管件
生产方法影响可焊性和弯曲兼容性。.
- 无缝Y型三通管件 (由管材或棒材挤压而成):最适合高压和腐蚀性服务。为焊接至弯曲管提供均匀壁厚。尺寸范围通常可达DN600。.
- 焊接Y型三通管件 (由板材或两根管材制造):大直径(DN600以上)成本效益高。在最终支管焊接前需进行纵向焊缝检查。.
- 锻制Y型三通管件 (由实心坯料锤击或压制而成):用于厚壁或高合金材料。在支管附近提供优异的晶粒流向。.
对于大多数焊接和弯曲应用,首选无缝或锻制Y型三通管件,因其冶金性能一致且热膨胀可预测。.
Y型三通管件的尺寸标准和标记:
为确保与弯曲管的正确装配,始终采购按以下标准制造的Y型三通管件:
- ASME B16.9(工厂制造的对焊管件)
- EN 10253-2(ステンレス鋼突合せ溶接継手)
- MSS SP-75(高強度炭素鋼継手)
確認すべき寸法は以下の通りです:
- 分岐の中心から端までの寸法(通常は分岐軸に沿って測定)
- 主管の端から端までの長さ
- 分岐角度(一般的に45°または60°)
- 肉厚公差(ASMEによる±12.5%)
表示には、呼び径、スケジュール、材料グレード、ヒートナンバー、および名称「Y型ティー管継手」または単に「Y-TEE」を含める必要があります。.











