Aluminum welding parts are a practical choice when an automotive project needs light weight, custom geometry, stable joints, and clean assembly. However, the final result depends on more than a good-looking weld. Drawings, material condition, fixture design, heat control, post-weld inspection, and batch repeatability all affect cost and quality. Therefore, this guide explains how Flow Wing Metal reviews automotive aluminum welding work from a factory receiving an RFQ, not from a beginner welding lesson.
In practical sourcing work, automotive aluminum welding parts are evaluated by fixture stability, weld access, post-weld accuracy, and batch consistency rather than weld appearance alone.
When Do Aluminum Welding Parts Make Sense for Automotive Projects?
The right time to use aluminum welding parts is when a project needs a permanent lightweight assembly that cannot be made well from one simple machined or stamped piece. In automotive work, this often includes EV battery tray welding, aluminum radiator welding, aluminum chassis welding, 6061 welded brackets, cooling tube supports, and custom mounting frames.
At the same time, welding should not be treated as a separate operation. A welded aluminum assembly may also need CNC machining, bending, stamping, surface finishing, or leak-related checks. As a result, the most useful sourcing question is not only “Can this part be welded?” A better question is “Which process route will keep the final part accurate after welding?”
Welded aluminum frame assemblies show why automotive aluminum welding needs fixture control, weld sequence planning, and dimensional inspection after heat input.
View Welded Aluminum FrameWhat Automotive Projects Should Confirm Before Welding Starts
Automotive projects often fail in the details between processes. For example, CNC coolant can remain inside a pocket. A bent aluminum tube can spring back slightly after forming. A stamped bracket can carry burrs close to the joint. Meanwhile, welding heat can pull holes or mounting faces out of position.
Therefore, Flow Wing Metal reviews custom aluminum welding parts as complete assemblies. The review covers alloy, thickness, weld access, datum location, tolerance after welding, cosmetic surfaces, surface treatment, packaging, and final application. This is especially important for parts exposed to vibration, coolant, coating, assembly pressure, or visible inspection.
For this reason, automotive aluminum welding parts should be reviewed as complete assemblies that may include welding, CNC machining, bending, stamping, and inspection. In addition, clear RFQ details help prevent late cost changes. If a bracket must fit a sensor mount, the mating direction should be shown. If a radiator component must hold coolant, sealing requirements should be discussed before finishing.
Clarify the part function
The drawing should explain critical holes, datum faces, weld zones, visible surfaces, and final assembly needs.
Plan how the part is held
Aluminum moves under heat. Therefore, fixtures and tack sequence help control squareness and hole position.
Check more than the bead
Visual weld checks matter. However, automotive parts also need dimensional and functional checks when fit is critical.
How to Choose the Right Material, Process, and Production Route
Before quotation, engineering files should connect the part’s function with its manufacturing route. Because automotive aluminum welding parts often combine several manufacturing steps, the process route should be confirmed before comparing prices.
| Automotive need | Typical part type | Suggested process route | Main risk to review |
|---|---|---|---|
| Lightweight mounting | 6061 welded brackets, sensor supports, pump mounts | Cutting, CNC hole machining, fixture welding, post-weld inspection | Hole shift, bracket angle, weld access, and surface finish |
| Cooling system | Aluminum radiator welding, cooling tube joints, pipe supports | Tube cutting, bending, cleaning, welding, and leak-related checks when required | Porosity, internal residue, sealing quality, and tube alignment |
| EV structure | EV battery tray welding, module frames, protective trays | Sheet forming, CNC machining, fixture welding, flatness inspection | Distortion, datum control, tray flatness, and batch repeatability |
| Chassis support | Aluminum chassis welding, cross members, reinforcement structures | Cutting, mitering, TIG or MIG welding, dimensional review | Squareness, weld sequence, vibration behavior, and fit-up |
| Production bracket | Stamped or bent aluminum bracket with welded feature | Stamping or bending, deburring, welding, surface treatment | Burr control, repeatable fit-up, coating protection, and tooling logic |
For precision TIG-focused work, the TIG Aluminum category is a natural service path. For a wider view of precision metal welding and CNC machining capability, the Flow Wing Metal home page provides the main company overview.
How Welding, CNC, Bending, and Stamping Work Together
Aluminum welding needs clean preparation because oxide, oil, moisture, and unstable shielding can affect the weld. In addition, aluminum conducts heat quickly, so heat input and puddle control influence both appearance and distortion. Miller explains TIG aluminum heat control and puddle behavior in its TIG welding aluminum guide.
However, a factory quotation must go further than process theory. The manufacturing plan should define cleaning method, joint fit-up, fixture contact, tack sequence, weld order, post-weld inspection, and packaging. Lincoln Electric also explains TIG aluminum basics such as AC operation and shielding in its TIG aluminum resource.
For example, aluminum bracket welding may look simple on a drawing. Nevertheless, the final route can change if tight holes sit close to the weld. In that situation, welding before final CNC machining may protect the functional dimension better than machining everything first.
Factory view: the right process should follow the final part function. A visible frame, sealed radiator part, EV tray, and chassis bracket may all need different inspection points even when the material is aluminum.

Bent aluminum tube parts are relevant for automotive cooling lines, radiator connections, support routing, and lightweight welded assemblies.
View Aluminum Pipe FabricationWhere Custom Aluminum Welding Parts Are Commonly Used
This route works best when a project needs more than a single flat plate. In other words, it fits assemblies where weight, geometry, weld access, and repeatable fit all matter.
- EV battery tray welding, module support frames, and lightweight protective structures.
- Aluminum radiator welding, coolant tube joints, and fluid-related assemblies.
- Aluminum bracket welding for sensors, pumps, motors, covers, and mounting plates.
- Aluminum chassis welding for test frames, reinforcement parts, and support members.
- Welded aluminum assembly projects that combine CNC machining, bending, stamping, and finishing.
- Prototype work that may need design feedback before production tooling.
- Small to medium batch parts that require stable fixture control and repeatable inspection.
| Application scene | Useful process support | RFQ detail to include |
|---|---|---|
| EV battery tray or module support | Welding, forming, CNC datum machining, flatness inspection | Mark mating faces, flatness zones, and assembly datums. |
| Radiator or cooling assembly | Tube bending, aluminum welding, cleaning, leak-related inspection | Explain fluid path, sealing need, and finish requirement. |
| Chassis bracket or reinforcement | Cutting, TIG or MIG welding, fixture control, dimensional checks | Show load direction, mounting holes, and visible weld areas. |
| Prototype mounting system | CNC machining, welding, sample review, process adjustment | Separate prototype quantity from future batch volume. |
What to Check Before Approving Welded Aluminum Parts
Inspection should match the part’s real function. For example, a radiator part needs sealing confidence. A chassis bracket needs position control. Meanwhile, a visible welded frame needs clean appearance before finishing.
For automotive aluminum welding parts, inspection should focus on weld quality, dimensional accuracy, surface condition, and repeatability across batches. Therefore, quality control should cover the part before welding, during welding, and after welding.
Confirm material, tolerances, weld symbols, datums, finish, and final use.
Review alloy, thickness, tube size, surface condition, and handling risk.
Remove oil, oxide, coolant, dust, moisture, ink, and loose particles.
Check clamp points, datum surfaces, tack positions, and assembly direction.
Balance heat input to reduce pull, twist, and local distortion.
Look for pores, cracks, undercut, soot, lack of fusion, and uneven beads.
Check hole position, flatness, angles, squareness, and mating faces.
Use leak, fit, or assembly checks when the application requires them.

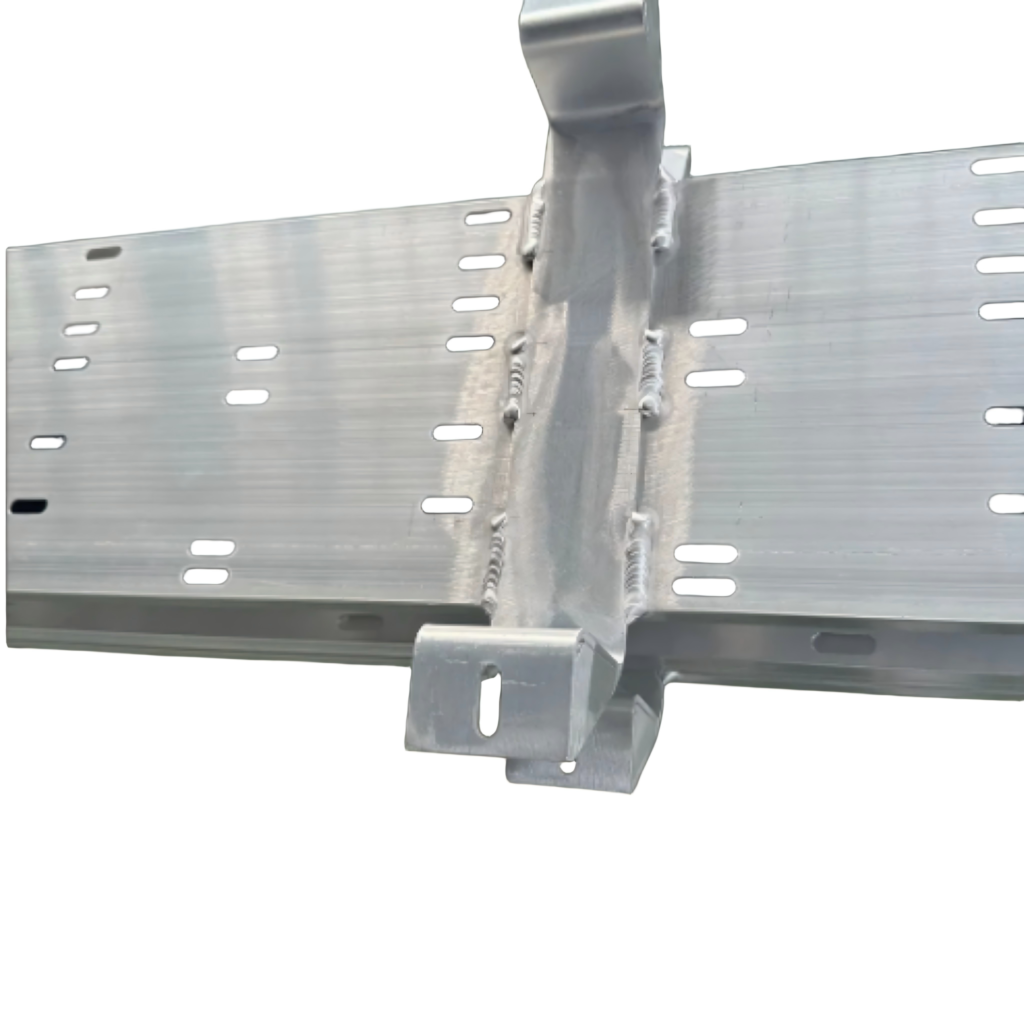
Base plate and bracket-style weldments show why flatness, mounting holes, visible weld zones, and surface finish should be reviewed before production.
View Aluminum Base PlateHow to Decide Whether the Manufacturing Route Is Ready
Before approving a sample, the project team should check whether the manufacturing route can repeat. A clean single sample is useful. However, batch production also needs stable geometry, weld quality, packaging, and inspection logic.
The route is clear
The drawing shows critical dimensions, weld locations, surface requirements, and inspection points. Also, the fixture and sequence are explained clearly.
The risk is unclear
The part must seal, support load, or fit a tight assembly, but the inspection method is not defined. In that case, the RFQ needs more detail.
Welding affects tolerance
If heat movement threatens holes or faces, welding before final CNC machining may protect the final dimension better.
From Prototype Samples to Repeatable Production
Flow Wing Metal supports precision metal welding, CNC machining, pipe bending, stamping, and related fabrication work. Therefore, a welded aluminum assembly can be reviewed as one complete manufacturing project instead of one isolated welding task.
During prototype work, the focus is fit, function, weld access, and early risk discovery. For instance, a 6061 welded bracket may show angle movement after cooling. A bent tube may need a different trim angle. A tray may need wider fixture support to hold flatness.
During pilot and production work, the focus shifts to repeatability. At this stage, cleaning sequence, tack position, weld order, fixture use, inspection records, surface protection, and packaging should follow the approved sample path.
What to Send for an Accurate Aluminum Welding Quote
A clear RFQ helps the factory judge whether automotive aluminum welding parts need TIG welding, CNC finishing, tube bending, stamping support, or post-weld inspection. It also reduces back-and-forth before quotation.
| RFQ item | Why it matters | Recommended detail |
|---|---|---|
| 2D drawing and 3D file | Defines geometry, datums, and weld access. | Send PDF plus STEP, STP, IGS, or similar files when available. |
| Material and thickness | Controls welding method, heat input, distortion risk, and finish planning. | List alloy, temper, sheet thickness, tube size, or extrusion profile. |
| Quantity plan | Separates prototype cost from pilot and production planning. | Share sample quantity, trial batch, and expected production volume. |
| Tolerance after welding | Prevents confusion between pre-weld and final inspection needs. | Mark critical holes, flatness, squareness, and mating surfaces. |
| Finish and visible zones | Connects weld appearance with anodizing, coating, brushing, or painting. | Mark cosmetic areas and surfaces that need packaging protection. |
| Application requirement | Guides inspection depth and process risk review. | Explain EV tray, radiator, chassis, bracket, fixture, or cooling use. |
For faster review, send drawings, material, quantity, tolerance, surface treatment, and application requirements through the Contact / Quote page. This gives the factory enough context to recommend a realistic manufacturing route.
Further Reading for Aluminum Welding Projects
These pages help move from technical review to the next practical step. Each link supports the same automotive aluminum manufacturing path.
FAQ
What materials can Flow Wing Metal process for automotive aluminum welding projects?
Flow Wing Metal focuses on custom precision metal welding and related fabrication. For aluminum welding projects, material discussions often include alloy grade, thickness, tube size, surface condition, and weldability. Final selection should follow the drawing, load direction, corrosion exposure, finishing method, and assembly function.
How do I request a quote for custom aluminum welding parts?
A strong quote request should include 2D drawings, 3D files, material grade, quantity, tolerance, surface treatment, and application notes. In addition, critical dimensions, visible weld zones, sealed areas, and packaging requirements should be marked clearly. The files can be sent through the Contact / Quote page.
Can one supplier handle welding, CNC, bending, and stamping?
Yes, a multi-process manufacturing source can be useful when one assembly needs welded joints plus machined holes, bent tubes, or stamped brackets. This reduces handoff risk. More importantly, it allows fixture design, weld sequence, machining order, and final inspection to be reviewed together.
What quality checks should automotive teams request?
The inspection plan should match the part function. Welded brackets usually need dimensional checks on holes, datums, flatness, and angles. Sealed parts may need leak-related inspection. Visible parts should be reviewed before finishing. Structural or vibration-related parts should have weld appearance and fit-up checked against the approved drawing.
Is TIG always the best choice for automotive aluminum welding?
Not always. TIG welding provides high control and clean appearance for precision parts. However, MIG or pulse MIG may fit larger weldments or production-focused structures. The correct method depends on material thickness, joint length, cosmetic need, volume, distortion risk, and inspection requirement.
How can distortion risk be reduced in 6061 welded brackets?
Distortion risk can be reduced through fixture control, balanced tack welding, controlled weld sequence, and post-weld measurement. If tight hole position is required, the project may need final machining after welding. Therefore, critical features should be marked before process planning.
Send Drawings for a Manufacturability Review
For automotive aluminum welding parts, a reliable quotation needs more than a part name. Flow Wing Metal can review drawings, material, quantity, tolerance, surface treatment, and application requirements before production planning begins.
- First, prepare 2D drawings, 3D files, material grade, and target quantity.
- Next, mark critical holes, flatness areas, visible welds, sealed zones, and finish needs.
- Finally, include the application scene, such as EV battery tray, radiator, chassis, bracket, or welded aluminum assembly.









